


Get a Free WorkTrek Demo
Let's show you how WorkTrek can help you optimize your maintenance operation.
Try for freeKey Takeaways:
- The global equipment monitoring market was valued at over $3.3 billion in 2023 and is projected to reach nearly $7 billion by 2031—a clear signal that industries worldwide are recognizing its value.
- Modern equipment monitoring systems can reduce unplanned equipment downtime by up to 40% and increase equipment productivity by 20–50%.
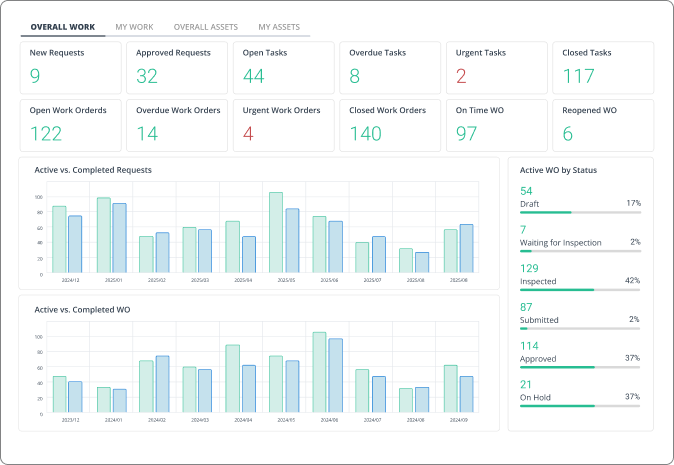
- When paired with a CMMS like WorkTrek, equipment monitoring data becomes actionable—connecting real-time alerts directly to work orders, maintenance schedules, and reporting dashboards.
Equipment doesn’t fail without warning. In most cases, the signs are there. It can be rising temperatures, subtle vibrations, or small dips in output. The problem is that without the right systems in place, those signals go unnoticed until it’s too late.
That’s exactly where an equipment monitoring system earns its keep.
Whether you’re managing a manufacturing floor, a fleet of construction equipment, or a multi-site facility, real-time visibility into machine health transforms how your team operates.
It shifts maintenance from reactive firefighting to proactive, data-driven decision-making, which can make a strong financial case.
In this article, we’ll cover what modern machine monitoring systems do, their key features, the benefits they deliver, and how pairing them with a CMMS like WorkTrek takes those benefits even further.
What Is an Equipment Monitoring System?
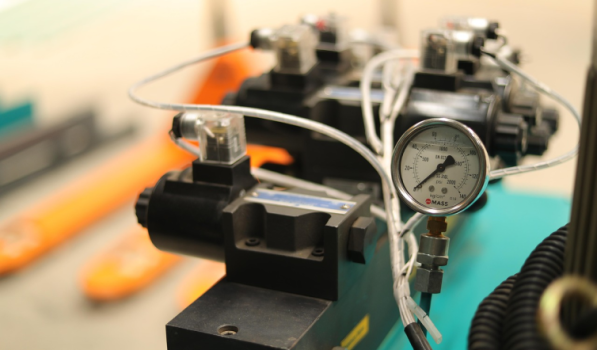
An equipment monitoring system is a technology solution that uses sensors, data collection tools, and software to continuously track the performance, condition, and health of machinery and equipment.
At its core, the system gathers real-time data on parameters such as:
- Temperature, vibration
- Pressure
- Energy consumption
- Operating speed
These monitoring system then analyzes it to surface insights, trigger alerts, and support informed decisions about maintenance and operations.
Modern machine monitoring systems can operate over both wired or wireless networks and integrate with existing infrastructure. This includes ERP platforms, CMMS software, and IoT frameworks.
The result is a connected ecosystem in which every piece of production equipment continuously reports its status.
The market for these systems is growing fast.
According to Verified Market Research, the global equipment monitoring market was valued at $4.4 billion in 2023 and is projected to reach nearly $7 billion by 2031, growing at a CAGR of 6.45%. Businesses in manufacturing, oil and gas, construction, and energy are all accelerating adoption as the cost of unexpected equipment failures continues to climb.
Key Features of a Robust Equipment Monitoring System
Not all equipment monitoring software is built the same. Here are the key features that distinguish a robust equipment monitoring system from one that merely collects data without delivering value.
Real-Time Data Collection and Monitoring
The core of any machine monitoring solution is the ability to collect data continuously and display it in real time. Sensors mounted on equipment capture readings at regular intervals and transmit that data to a central dashboard accessible from any device.
This real-time data collection allows operators and maintenance teams to see exactly what’s happening with each piece of equipment at any given moment. When a parameter drifts outside its acceptable range, the system flags it immediately. This is often before any physical symptom becomes visible.

This is like when your car signals you, based on built-in sensors, when your engine oil or coolant is low.
Real-time monitoring is especially valuable for critical production equipment where even minutes of unplanned downtime carry significant cost.
According to a 2024 Siemens study, the annual cost of an idle production line at a large automotive plant has reached $695 million.
Predictive Maintenance Alerts
One of the most powerful features of modern equipment monitoring software is its ability to generate predictive maintenance alerts based on data trends rather than fixed schedules.
Using advanced algorithms and machine learning, the system analyzes historical data alongside current readings to identify patterns that precede equipment failure.
When those patterns appear, the system issues predictive maintenance alerts enables maintenance teams time to schedule maintenance before a breakdown occurs.
This is a meaningful upgrade from traditional time-based preventive maintenance schedules. Those schedules alone can lead to both over-maintaining equipment that’s still running well and under-maintaining assets approaching failure. Predictive analytics closes that gap.

Research by Deloitte found that predictive maintenance can increase equipment uptime by 10–20% and reduce overall maintenance costs by 5–10%. For companies with large equipment portfolios, those percentages represent enormous savings.
Remote Monitoring and Data Access
Modern machine monitoring systems are no longer limited to on-site terminals.
Remote monitoring solutions allow technicians, supervisors, and facility managers to access live equipment data from anywhere.
This capability is particularly valuable for organizations managing construction equipment spread across job sites, fleets operating across regions, or manufacturing operations with multiple production lines.
Instead of relying on manual rounds or delayed reports, stakeholders get direct data access to machine performance at all times.
Remote monitoring also reduces the time maintenance teams spend on manual inspection—ScienceSoft estimates up to 90% of inspection time can be eliminated through automated remote data collection, freeing technicians for higher-value work.
Advanced Analytics and Historical Data
Raw sensor readings only tell part of the story.
What turns data into insight is advanced analytics is the ability to process, visualize, and interpret equipment data over time.
A well-designed equipment monitoring system stores historical data on machine performance, maintenance events, and failure incidents, then surfaces trends through dashboards and reporting tools. Teams can use this information to identify bottlenecks in production lines, understand the root causes of failures, benchmark machine efficiency across assets, and refine their maintenance strategies.
Data analytics also supports more accurate maintenance budgeting. Rather than relying on estimates or industry averages, managers can build forecasts grounded in their equipment’s actual operating history. This is what data-driven decision making looks like in practice.
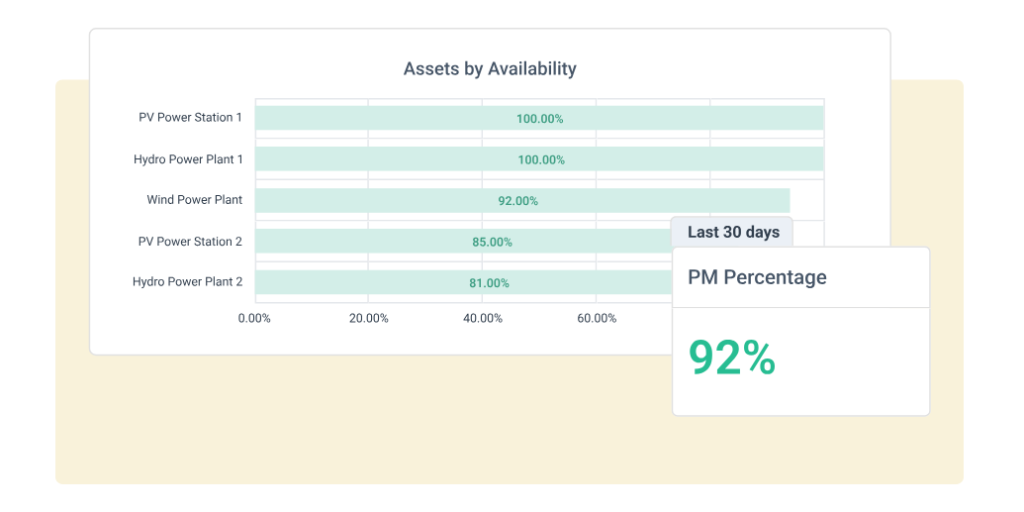
Equipment Health and KPI Tracking
A robust equipment monitoring system tracks specific key performance indicators for each asset such as utilization rates, cycle times, uptime/downtime ratios, energy consumption, and more. These KPIs give teams an objective measure of machine health and efficiency over time.
By consistently tracking and reviewing these metrics, operations managers can spot declining machine performance before it becomes a crisis. If a piece of equipment that typically runs at 95% efficiency starts dropping to 85%, that’s a signal worth investigating—not ignoring until the machine stops working.
KPI tracking also supports quality control objectives. In manufacturing processes where machine performance directly impacts product quality, early detection of performance degradation can prevent defective output from reaching customers.
Seamless Integration with Existing Systems
Equipment monitoring software should not operate in isolation.
The best solutions are designed to integrate with a facility’s existing infrastructure by connecting data from sensors and control systems to ERP platforms, asset management tools, and CMMS software.
Data can be transmitted via both wired or wireless networks, and many modern systems support radio frequency identification (RFID) tagging for tracking equipment location and availability.
Open APIs allow organizations to connect monitoring data with billing, procurement, and compliance systems.
This integration can elminate data silos and gives every stakeholder, from technicians on the floor to executives in the boardroom, a unified view of equipment operation across the organization.
Benefits of Implementing an Equipment Monitoring System
Understanding the features is useful. Understanding what those features actually deliver for your business is what drives adoption. Here’s how equipment monitoring translates into tangible operational and financial outcomes.
Reduce Downtime Significantly
The most direct benefit of equipment monitoring is the ability to reduce downtime. By detecting potential equipment failures early, teams can address issues before they escalate into full breakdowns—keeping production lines running and avoiding the catastrophic cost of unplanned stoppages.
ScienceSoft’s implementation data shows that equipment monitoring solutions can reduce downtime by up to 40% through predictive maintenance. That’s not a marginal improvement—for facilities where every hour of downtime carries five- or six-figure costs, it’s a fundamental shift in operational risk.

Reduce Maintenance Costs
Minimizing downtime and reducing maintenance costs go hand in hand. When equipment monitoring enables proactive maintenance, teams spend less on emergency repairs, expedited parts orders, and overtime labor.
But the savings go further. Because monitoring systems track energy consumption in real time, they also help identify equipment operating inefficiently. This is equipment that might be consuming more power than normal, often due to mechanical issues that haven’t yet caused a failure.
Addressing those inefficiencies reduces operating costs even before a breakdown occurs.
Improve Operational Efficiency and Productivity
Equipment monitoring systems provide the data operations teams need to optimize machine performance across every production shift. When you can see machine availability, cycle times, and throughput metrics in real time, you can make adjustments quickly—redistributing loads, scheduling maintenance during low-demand periods, and ensuring production equipment stays at peak efficiency.
This kind of data-driven operational management consistently improves overall operational efficiency. ScienceSoft reports equipment productivity increases of 20–50% after deploying a comprehensive monitoring solution. This is a range that reflects the significant untapped efficiency that exists in most facilities before visibility is introduced.
Support Regulatory Compliance
Many industries, such as healthcare, food processing, pharmaceuticals, and oil and gas, operate under strict regulatory requirements.
An equipment monitoring system provides an auditable record of machine health, inspection history, and maintenance activities that simplifies regulatory compliance.
Automated reports and digital logs replace manual paperwork, reducing the risk of documentation errors that can create compliance exposure.
During an audit, teams have a complete, timestamped record of every maintenance action and equipment parameter reading.
Enable Data-Driven Decision Making
Perhaps the most strategic benefit of equipment monitoring is what it does for how organizations make decisions. When machine performance data is consistently captured, analyzed, and reported, every decision—from capital expenditure planning to staffing to maintenance strategy—can be grounded in evidence rather than intuition.
Should you repair or replace an aging piece of machinery?
Equipment monitoring data gives you the answer. Are your production lines running at capacity, or is there a bottleneck limiting throughput? The data tells you. Are your maintenance costs trending in the right direction? The KPIs show you.

How a CMMS Amplifies the Value of Equipment Monitoring
An equipment monitoring system tells you what’s happening with your machines. A CMMS tells you what to do about it, and ensures those actions are tracked, completed, and documented.
Used together, they form a closed-loop maintenance system that is dramatically more effective than either tool alone.
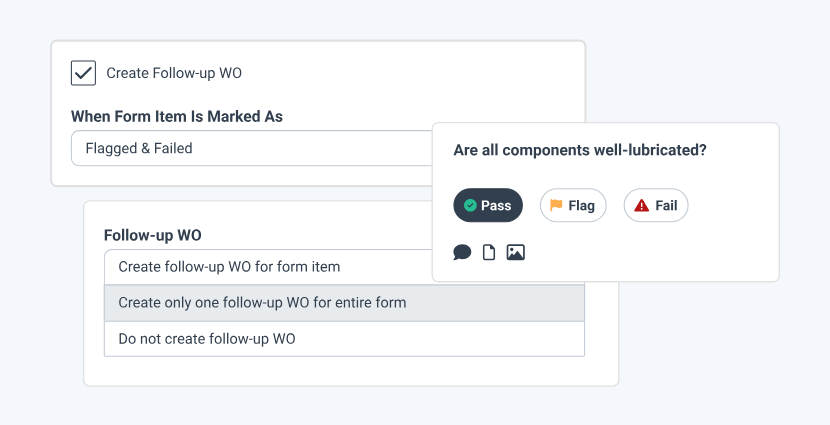
From Alert to Action: Closing the Loop
When an equipment monitoring system generates a predictive maintenance alert, that alert is only as valuable as the response it triggers.
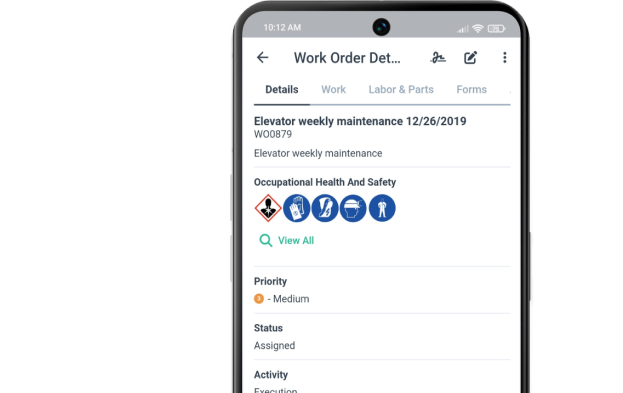
Without a connected workflow, that alert might appear on a dashboard and get missed. With a CMMS, it can automatically trigger a work order, assign it to the right technician, attach relevant equipment history, and track the resolution from start to finish.
This is how you move from monitoring to action at scale—without relying on manual handoffs, phone calls, or spreadsheet updates to bridge the gap.
Where Equipment Monitoring Makes the Biggest Impact
Equipment monitoring systems deliver value across a wide range of industries and asset types. Some of the highest-impact applications include:
Manufacturing Operations
Production lines depend on consistent machine performance. Monitoring systems track cycle times, throughput, and machine health across every station, enabling teams to identify bottlenecks and catch issues before they halt production.
Construction Equipment
Heavy construction equipment operating across job sites is difficult to monitor manually. Remote monitoring solutions allow equipment managers to track machine performance, fuel consumption, and utilization in real time. This can reduce costly breakdowns on-site and optimize equipment deployment.
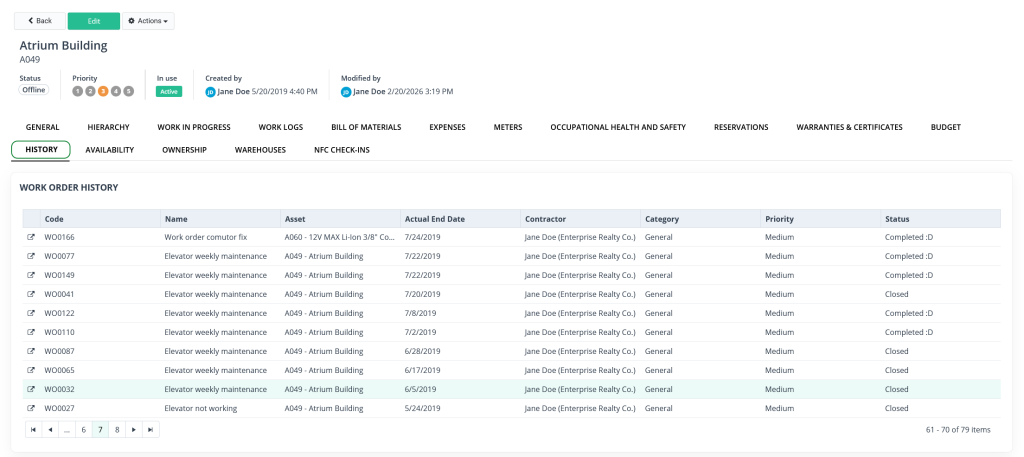
Facility Management
HVAC systems, electrical equipment, elevators, and other building systems benefit from continuous monitoring. Automated alerts help facility teams address issues before they affect occupants or create safety concerns.

Energy and Utilities
Power generation equipment operates in demanding environments where failures carry enormous consequences. Monitoring systems track vibration, temperature, and output in real time, enabling operators to schedule maintenance during planned outages rather than responding to unplanned ones.
Conclusion
Equipment monitoring systems have moved from a competitive differentiator to a baseline expectation for organizations that take maintenance seriously.
The combination of real-time data collection, predictive analytics, remote monitoring, and advanced reporting gives maintenance and operations teams a level of visibility that simply wasn’t possible a decade ago.
The result is fewer unexpected equipment failures, lower maintenance costs, better regulatory compliance, and smarter business operations overall.

But the technology is only part of the equation. The teams that get the most from equipment monitoring are those who pair it with the right workflows. That’s where a CMMS like WorkTrek becomes indispensable.
If you’re looking to build a more proactive, data-driven maintenance program, start by understanding what your equipment is telling you. Then make sure you have the tools to act on it.