
Get a Free WorkTrek Demo
Let's show you how WorkTrek can help you optimize your maintenance operation.
Try for freeKey Takeaways:
- Plants average 25 downtime incidents and 300 lost hours yearly.
- Downtime costs Fortune 500 companies about 11% of revenue.
- Proper maintenance extends equipment lifespan and delays replacements.
If you work with industrial equipment, you’ve seen how quickly a small issue turns into a major disruption.
A strange vibration, a minor leak, a delayed inspection, and suddenly, production is down, costs are rising, and everyone is reacting instead of planning.
Proper maintenance is what separates stable operations from such constant firefighting. It’s a business-critical function that directly impacts performance, cost, and safety.
Let’s see how.
Keeps Equipment Running Reliably
When maintenance is consistent, equipment stops being unpredictable.
You start to understand how machines behave, when they need attention, and what early warning signs look like.
Without that, even high-quality equipment becomes unreliable: not because it’s poorly designed, but because small issues are allowed to develop into failures.
In industrial environments, this rarely affects just one asset.
In a manufacturing plant, for example, if a conveyor or CNC machine goes down unexpectedly, upstream and downstream processes are forced to stop as well.
This is exactly why many large-scale operators invest heavily in condition monitoring and predictive maintenance.
Rail systems across the U.S., for example, use sensor data provided by Siemens AG to detect faults before they lead to breakdowns.

By identifying issues early, such as abnormal vibrations, rail operators can now intervene in time, avoiding disruptions across entire networks where even a single malfunction can affect thousands of operations.
Gerhard Kress, Director of Mobility Data Services at Siemens, shares even more benefits that predictive maintenance brings to their clients:
At its core, reliability comes down to reducing uncertainty.
Regular inspections, lubrication, and calibration, as well as more advanced predictive maintenance, make the equipment’s performance predictable.
That allows the rest of the operation to run as planned.
Minimizes Downtime
Downtime is where maintenance failures become impossible to ignore.
In industrial environments, a failed compressor can shut down pneumatic systems across an entire plant. A conveyor issue can stop production lines from end to end.
Since these failures are unplanned, they tend to happen at the worst possible moment: when demand is high, and there’s the least room for disruption.
This is not an occasional issue.
According to the 2024 report by Siemens, the average manufacturing facility experiences around 25 unplanned downtime incidents per month, adding up to more than 300 hours of lost production every year.

Moreover, the problem is getting harder to manage.
According to the same report, mean time to repair has increased from 49 minutes to 81 minutes, largely due to skills gaps and supply chain delays.
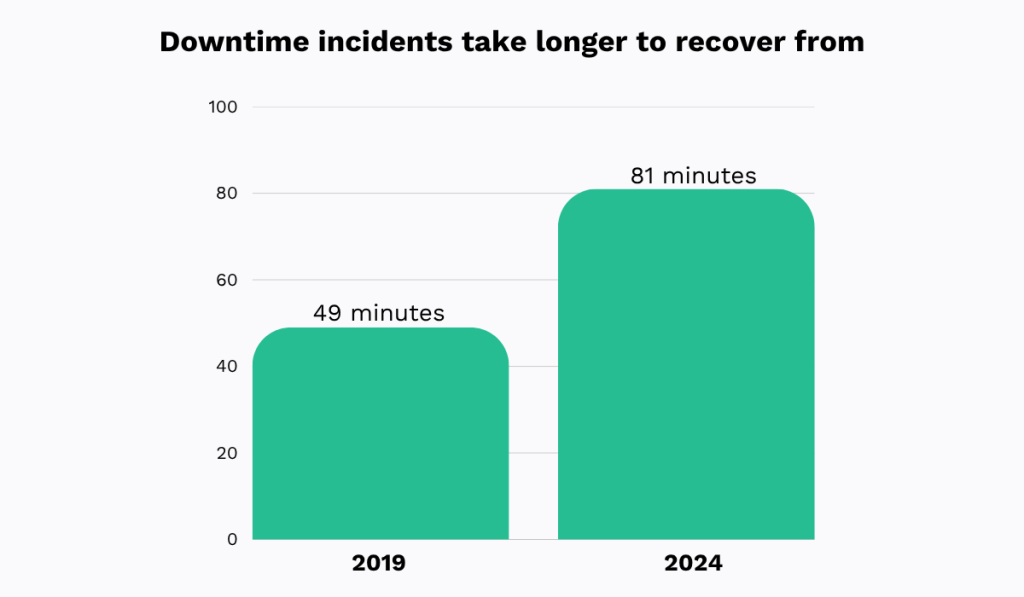
In other words, when something breaks, it takes longer to fix, and the impact spreads further.
What makes downtime particularly difficult is its unpredictability.
Without a structured maintenance approach, failures dictate when production stops. Teams are forced to react, often without the right parts or enough time to respond efficiently.
Even small issues escalate simply because they weren’t addressed early.
Proper maintenance eliminates that problem by shifting downtime from unexpected to controlled.
Preventive maintenance reduces the likelihood of sudden failures by keeping equipment within expected operating conditions.
Predictive maintenance goes further, identifying early signs of failure so that intervention can happen before equipment stops working.
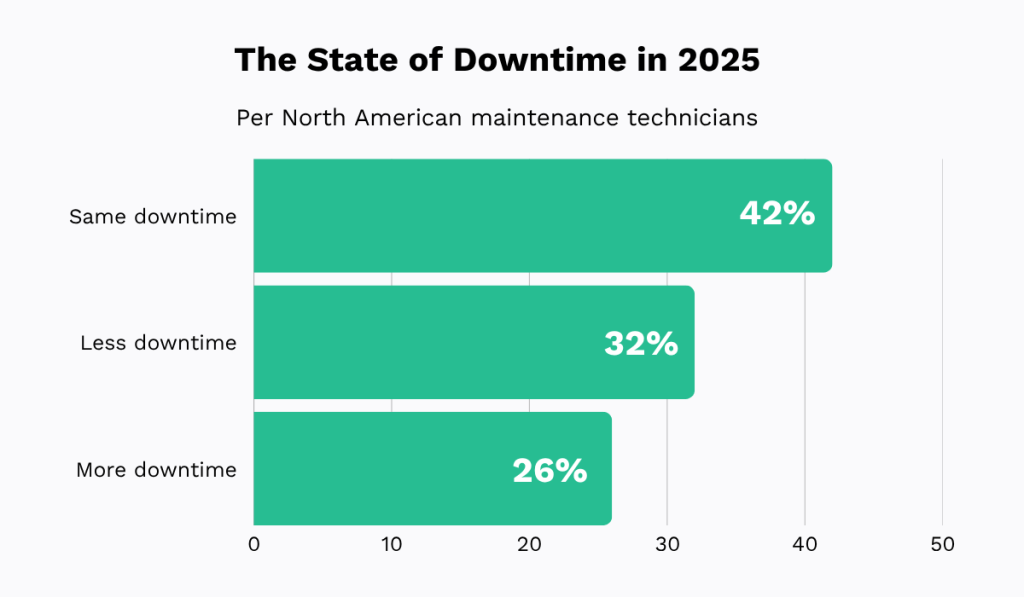
These advancements are already visible across the industry.
Nearly three-quarters of upkeep leaders report the same or reduced levels of unplanned downtime, showing that more structured strategies are starting to stabilize operations.
When downtime does happen, it’s no longer a surprise. It’s planned, scheduled, and managed around production, not forced into it.
That’s the difference maintenance makes: it doesn’t eliminate downtime, but it puts you back in control of it.
Reduces Operating Costs
It’s easy to see maintenance only as a cost until you look at the cost of failure.
In industrial operations, breakdowns are rarely isolated or cheap. A single incident can trigger emergency repairs, production losses, and contractual penalties.
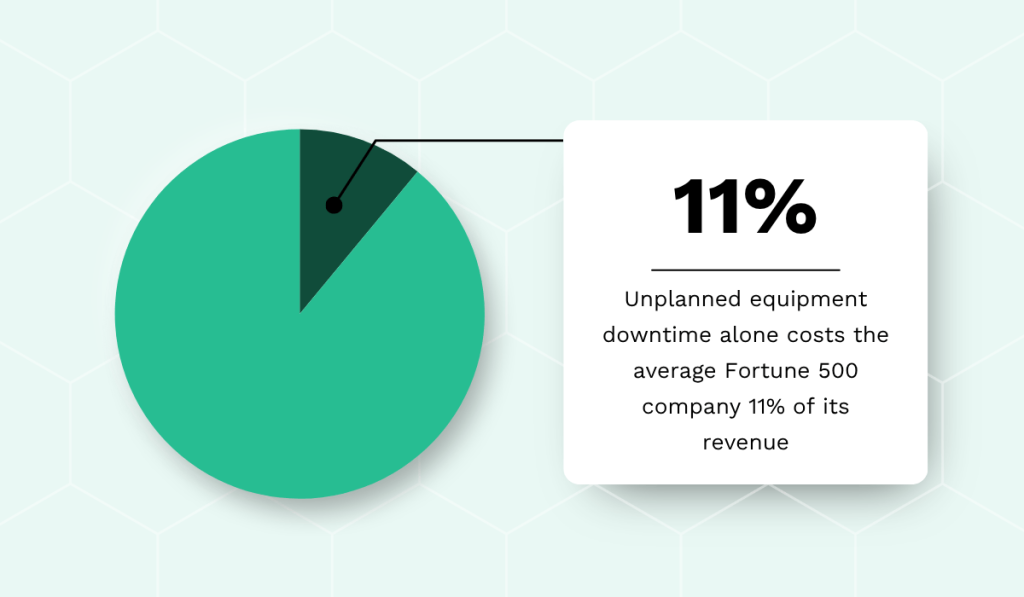
At scale, the impact can be massive.
Research shows that unplanned downtime costs the average Fortune 500 company roughly 11% of its annual revenue.
However, this problem doesn’t affect only large enterprises.
The average large manufacturing plant loses around $253 million annually due to unplanned downtime, with the cost per hour of downtime nearly doubling in recent years.
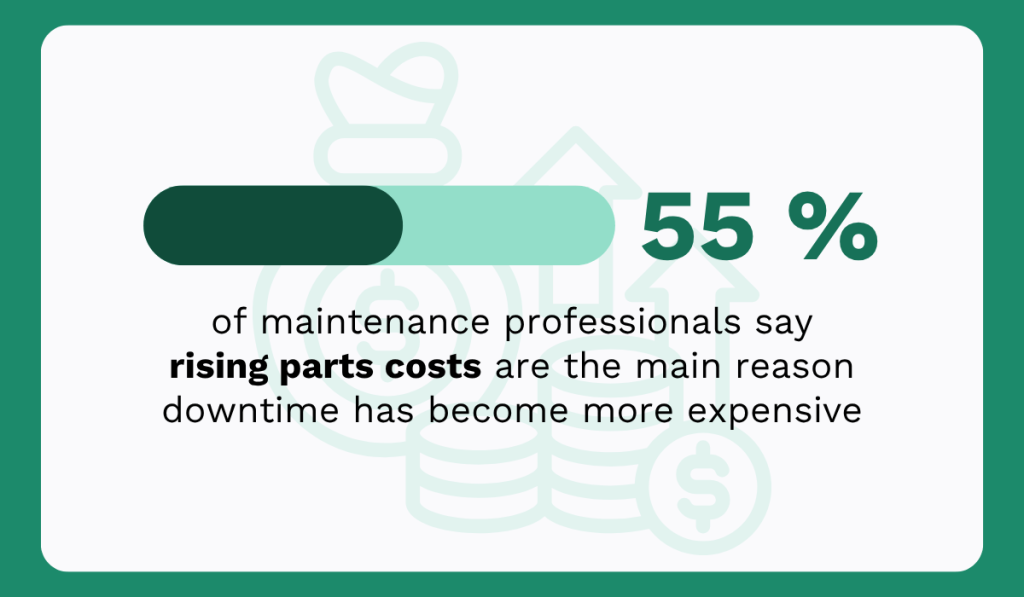
A major driver of these costs is inefficiency under pressure, as well as rising labor and material costs.
According to industry data, 55% of maintenance professionals say rising parts costs are the main reason downtime has become more expensive.
When failures are unplanned, everything, from labor to materials, becomes even more costly.
Regular, well-planned maintenance changes help you better understand when and how to act.
By monitoring real-time equipment data, such as vibration, temperature, or pressure, teams can detect early signs of wear and intervene before a failure occurs.
Instead of replacing parts too early or too late, maintenance is performed at the point where it has the most impact and the lowest cost.
The results of such a proactive approach can be significant.
For instance, Deloitte reveals that predictive maintenance can reduce maintenance costs by up to 25% and increase uptime by 10–20%.
And, according to the previously cited report by Siemens, full adoption of condition monitoring and predictive maintenance could save companies $233 billion in maintenance costs annually.
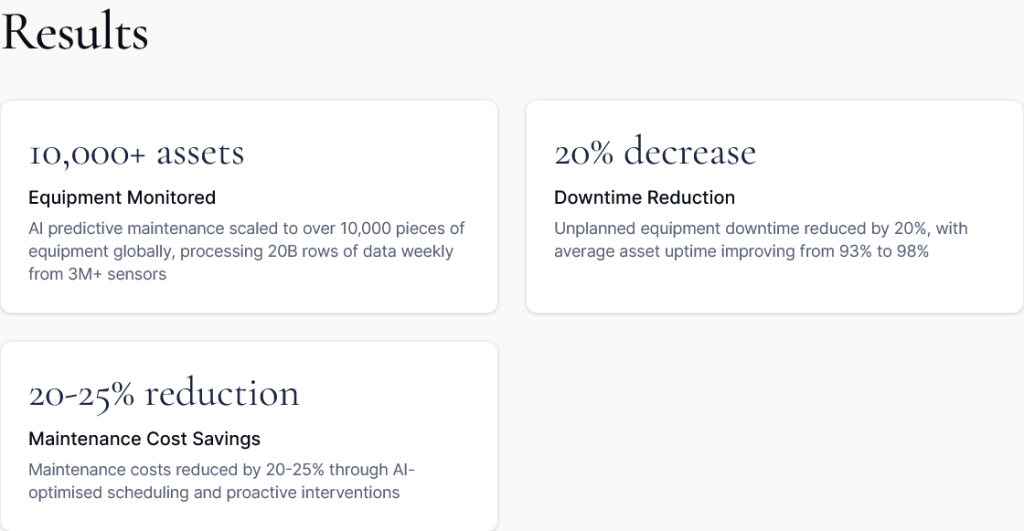
Shell, for example, has already experienced such benefits.
They have implemented predictive maintenance across thousands of assets, using machine learning models to detect failures early.
By intervening before breakdowns occur, the company reduced unplanned downtime and reduced costs by 20-25%.
That’s where the real value comes from. Not just from avoiding breakdowns, but also from avoiding the chain reaction of costs that follows them.
When maintenance is done right, you stop spending reactively and gain more control over operational costs.
Extends Equipment Lifespan
Industrial equipment is designed to last. But only under the right conditions.
Over time, even small issues start to compound.
A slightly misaligned shaft increases vibration. That vibration puts extra stress on bearings. Worn bearings affect adjacent components.
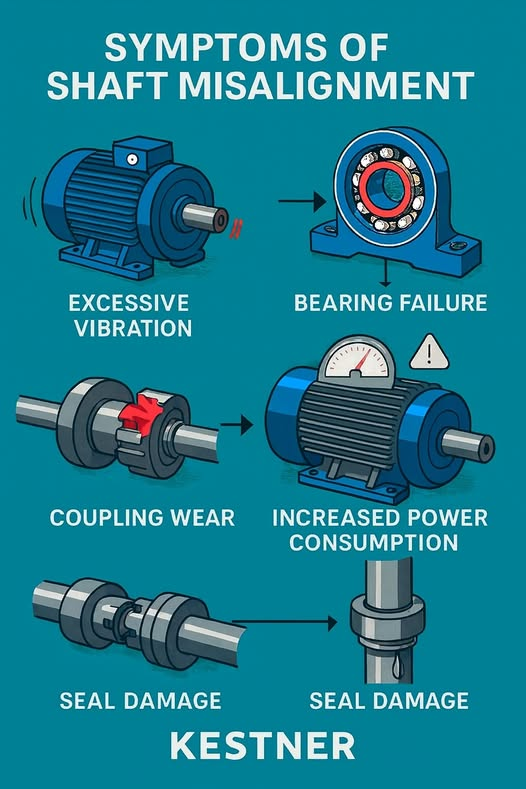
Left unaddressed, what starts as a minor issue can become a larger mechanical failure that shortens the asset’s life.
Without maintenance, this process proceeds quietly until it leads to breakdowns or premature replacement.
With maintenance, it’s interrupted early.
Routine tasks like alignment, lubrication, and timely part replacement reduce wear before it spreads.
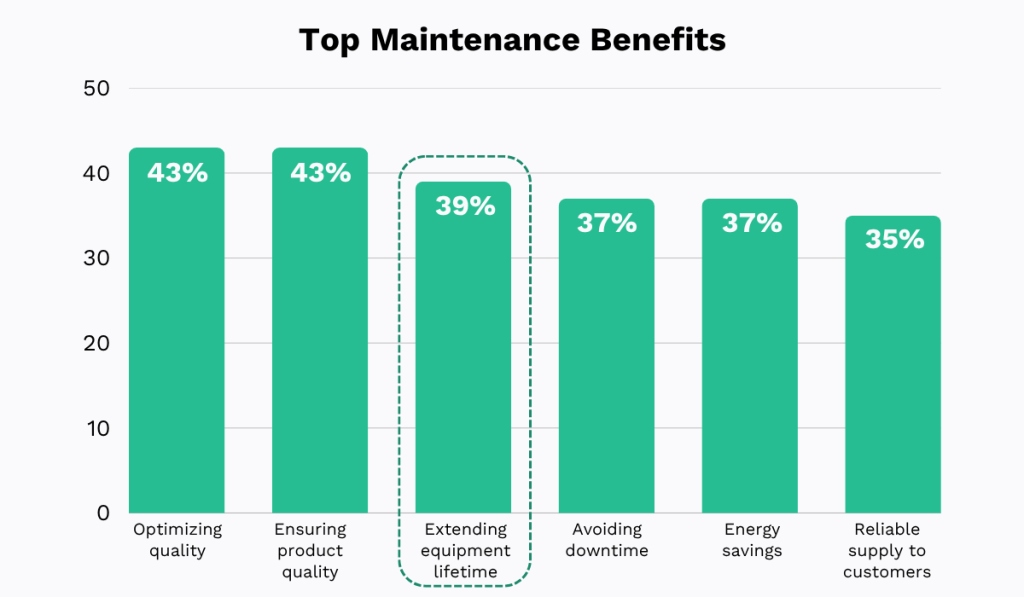
In fact, the ABB survey reveals that 39% of companies identify extended equipment lifespan as the top benefit of regular maintenance.
Instead of replacing entire systems, teams maintain individual components and preserve the integrity of the whole machine.
This is especially important today, as industrial assets are getting older.
The average age of fixed assets has reached 24 years, the highest level in decades.
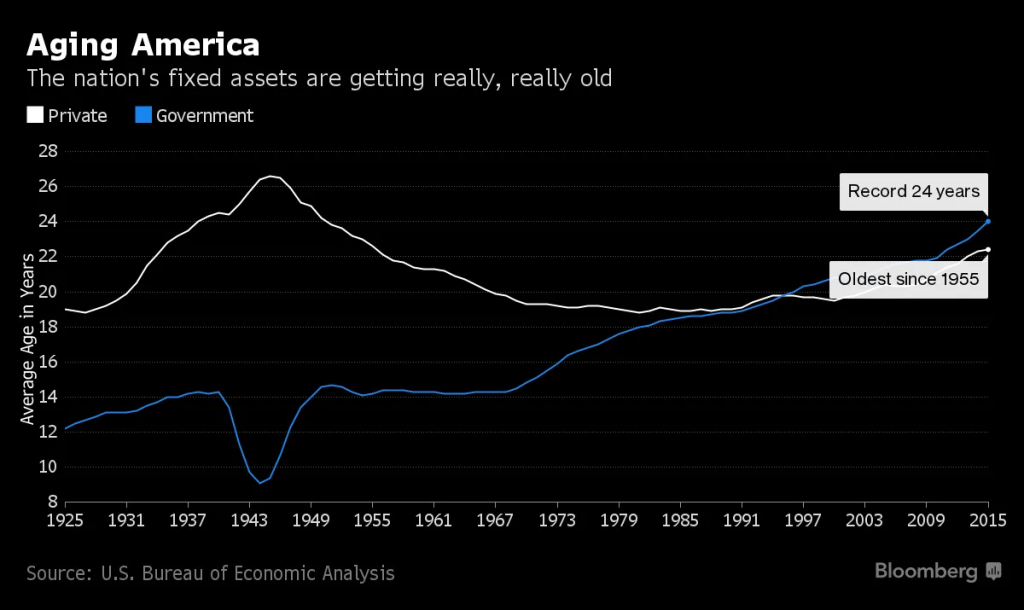
That means more equipment is operating closer to its limits, where small issues have a greater impact on performance and lifespan.
In that context, maintenance is important for protecting long-term investment.
For example, with condition monitoring and predictive maintenance, teams can detect early-stage faults and intervene before damage spreads.
This allows equipment to operate closer to its intended lifespan, rather than failing prematurely.
Large operators apply this approach to delay costly replacements.
By continuously monitoring asset condition and addressing issues early, they extend the usable life of critical equipment and avoid unnecessary capital expenditure.
Well-maintained equipment lasts longer, performs more consistently, and requires fewer large-scale replacements.
In capital-intensive environments, that difference is significant.
Creates a Safer Working Environment
Maintenance is one of the most direct ways to reduce risk in industrial environments.
When equipment is not properly maintained, small technical issues can quickly turn into safety hazards.
An overheated motor, a miscalibrated pressure system, or a worn mechanical component doesn’t just affect performance but also creates conditions in which failures can become dangerous.
Here are just a couple of news headlines that prove this:
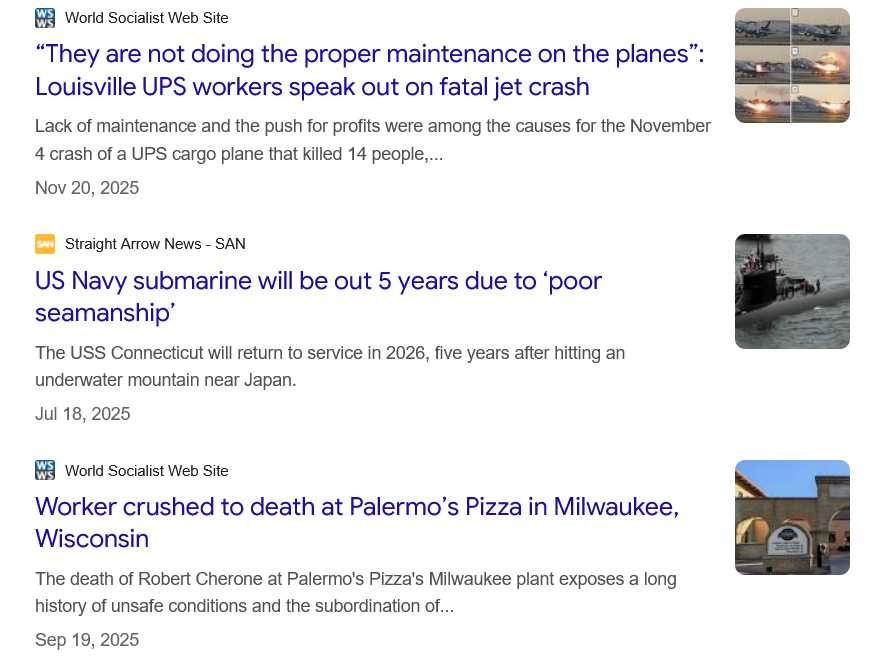
What makes these risks challenging is that they often build gradually.
Equipment doesn’t suddenly become unsafe. It drifts out of safe operating conditions over time, until something fails under pressure.
This is still a widespread issue.
Industry data shows that 30% of workers report using outdated equipment, while 26% say the equipment they work with is not properly maintained.
As a result, 43% of industrial workers report experiencing a safety incident within a single year.
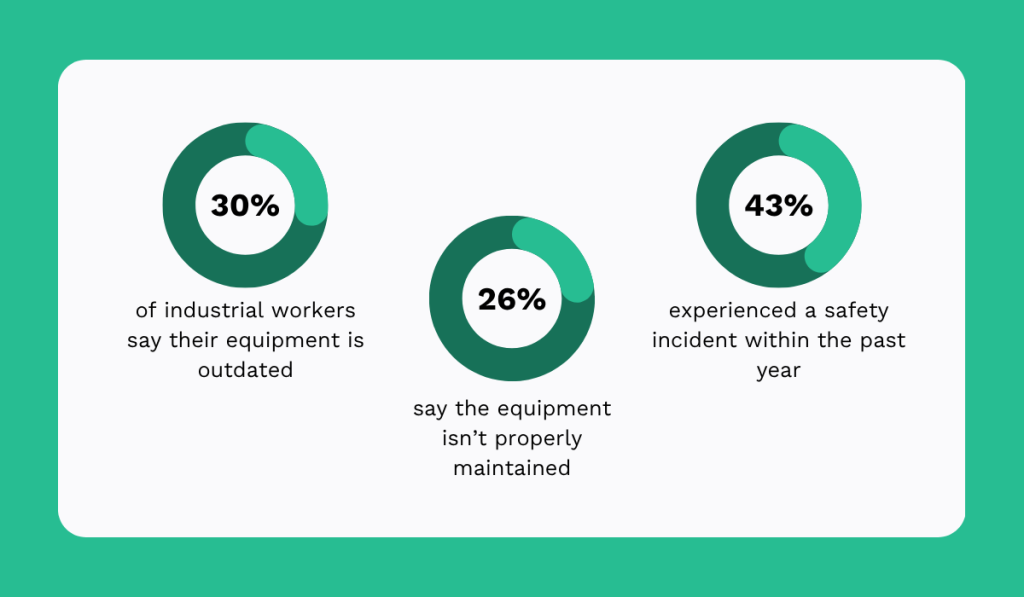
So it’s clear: when maintenance is inconsistent, the risk of exposure increases.
Regular inspections, testing, and servicing, however, ensure that equipment operates within defined safety parameters.
Instead of relying on operators to react in the moment, potential hazards are identified and addressed before they cause problems.
Preventive maintenance plays a key role here by ensuring that known risk points, such as wear-prone components or critical systems, are regularly checked and maintained.
Predictive maintenance adds another layer by identifying hidden risks.
Ashok Amin, Mining Segment Manager of the Americas at Bosch Rexroth Corporation, a leading supplier of drive and control technologies, explains:
“Before something critically blows up, you get warnings, you get symptoms, and if you analyze trends, you can see when wear is happening, and some maintenance is needed before [the equipment] fails.”
This matters most in environments with small safety margins.
In industries like manufacturing, energy, or chemical processing, even minor equipment failures can have serious consequences.
That’s why maintenance is a core part of risk management.
Because the safest operations are not the ones that react quickly. They’re the ones where failures don’t happen in the first place.
Improves Resource Management
Without a structured maintenance strategy, most teams end up stuck in reactive mode.
Technicians spend their time responding to urgent breakdowns. Spare parts are ordered at the last minute. Priorities shift constantly, making maintenance planning difficult.
Over time, this leads to inefficient use of labor, materials, and time.
Unfortunately, this is the reality for many industrial operations.
As it turns out, only 35% of facilities spend the majority of their time on preventive maintenance, while 58% spend less than half their time on scheduled work.
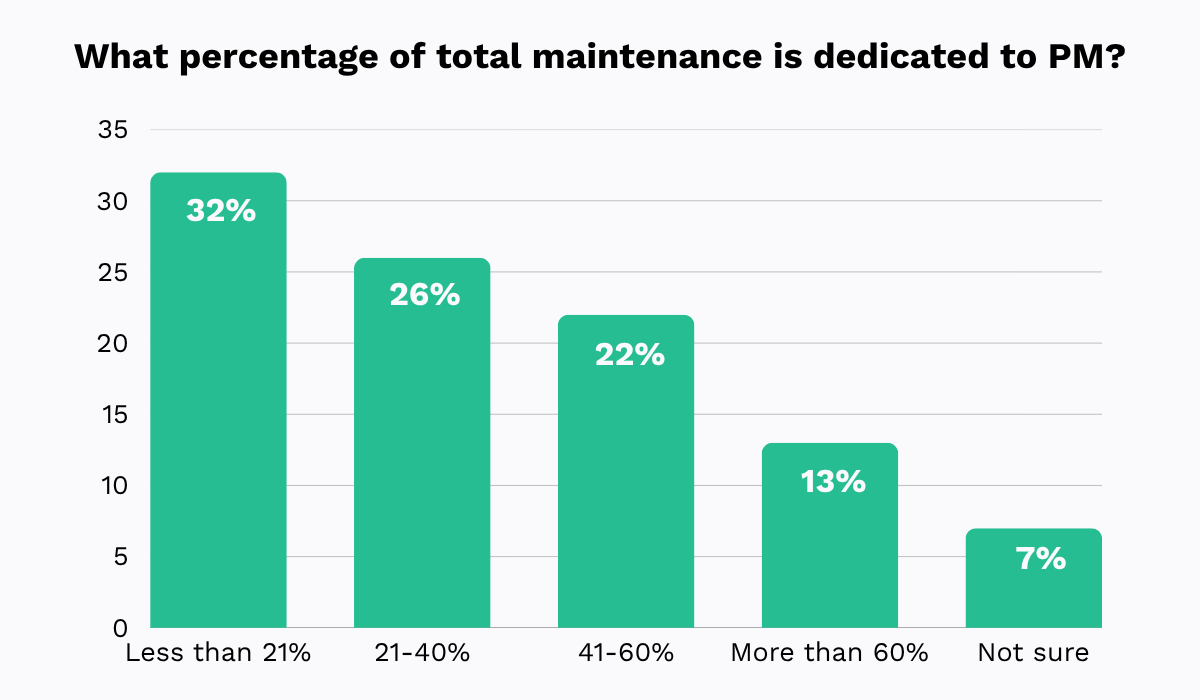
That imbalance means most teams are still focused on fixing what’s already broken instead of preventing issues in the first place.
This is caused by various underlying problems.
A lack of resources is now the biggest challenge cited by maintenance leaders, with 45% identifying it as their primary obstacle.
At the same time, the workforce itself is under pressure, with 69% of maintenance professionals being 50 or older and expected to retire in the coming years.
This makes reactive maintenance even harder to sustain.
When experienced technicians are stretched thin, constantly dealing with unplanned issues, it becomes difficult to improve performance or implement more advanced strategies.
This is exactly where the technology helps. Not by adding complexity, but by bringing structure into everyday work.
A CMMS like WorkTrek does that in a practical way. It gives you a single system to manage maintenance instead of relying on memory or scattered tools.
You can schedule preventive tasks based on time or meter readings.
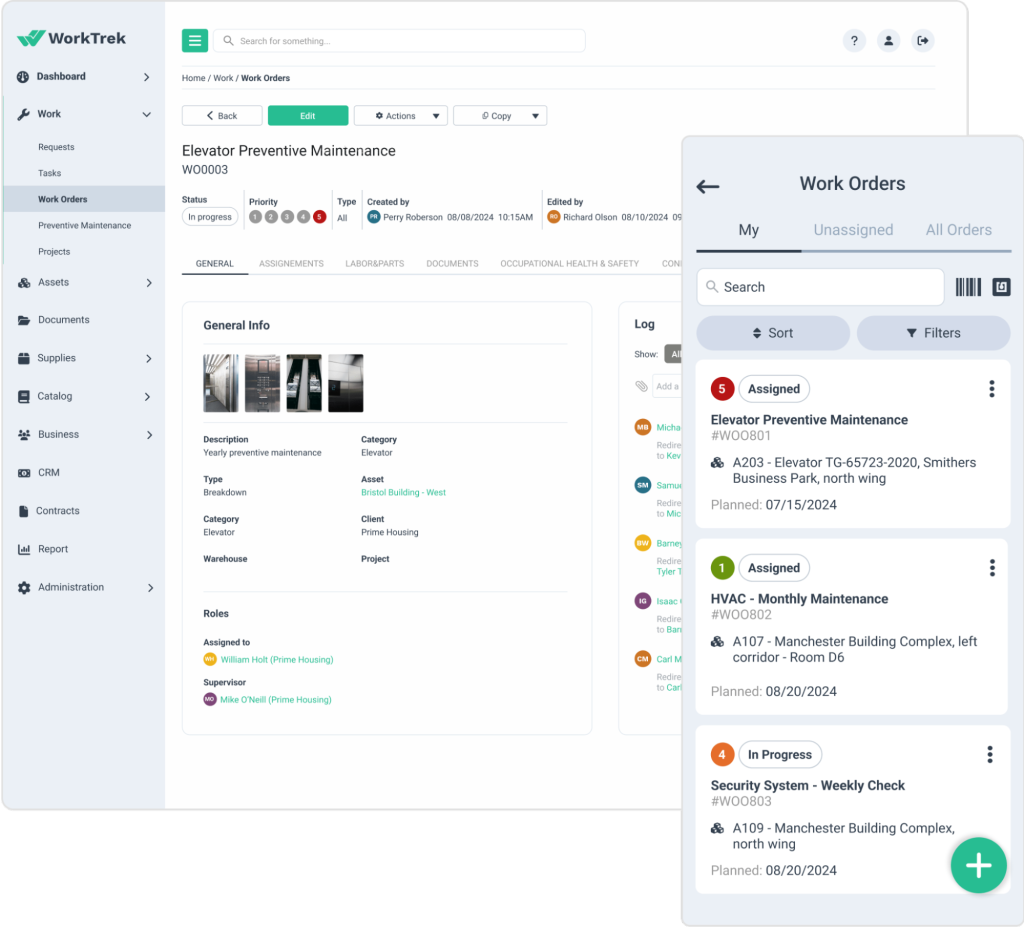
You can track the history of each asset to spot recurring issues and clearly prioritize and assign work so nothing gets missed.
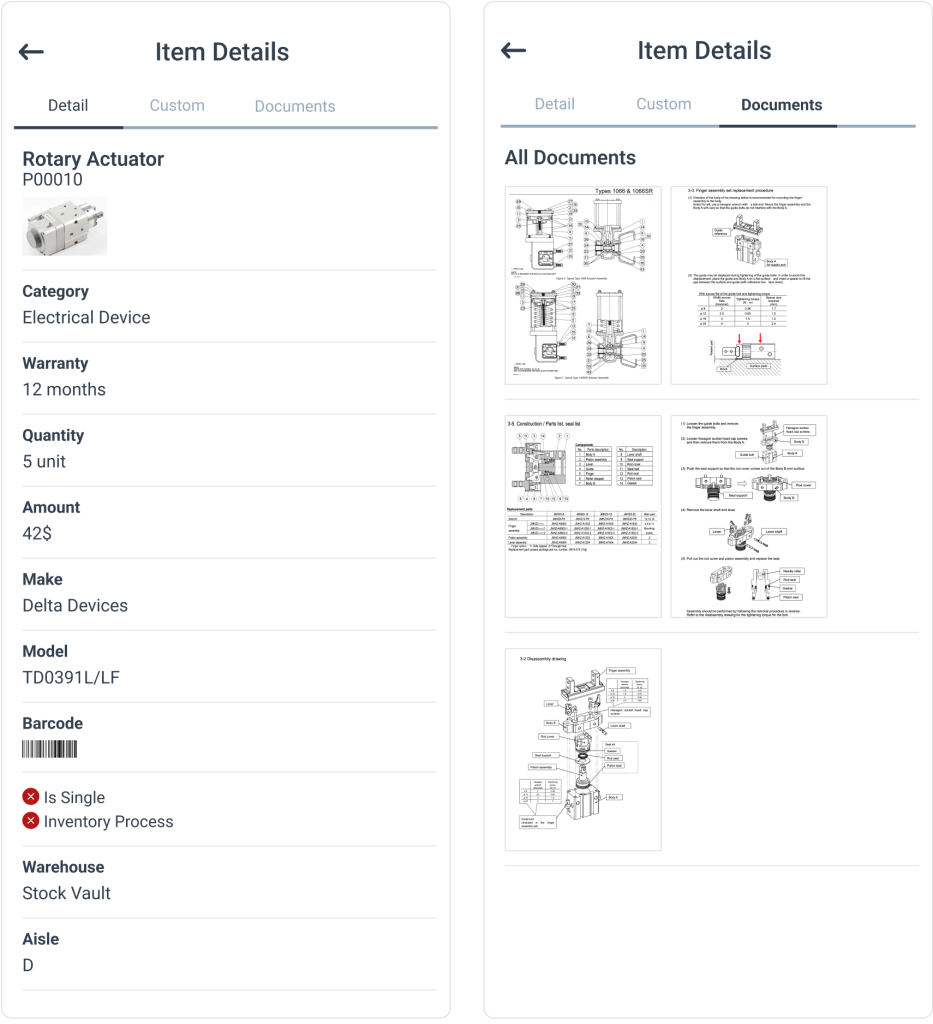
Moreover, WorkTrek helps you keep track of your inventory and spare parts.
That structure makes a difference over time.
Technicians spend less time firefighting and more time on planned work. Spare parts are used more efficiently because needs are anticipated rather than rushed.
And that’s the key point.
Proper maintenance improves how resources are used, but without the right system, it’s difficult to stay consistent.
A CMMS makes that consistency possible. It turns maintenance from something reactive and unpredictable into something you can plan and control.
Conclusion
In industrial environments, maintenance is what keeps everything else working as it should.
It determines how reliably equipment runs, how often operations are disrupted, how much those disruptions cost, and how safely and consistently work gets done.
Without it, even small issues become larger problems.
But done right, maintenance brings control over equipment, over costs, and over the pace of operations.