
Get a Free WorkTrek Demo
Let's show you how WorkTrek can help you optimize your maintenance operation.
Try for freeKey Takeaways:
- The global equipment monitoring market was valued at $3.5 billion in 2024 and is projected to grow to over $5.3 billion by 2032.
- Unplanned downtime costs the average Fortune 500 company $2.8 billion every year — roughly 11% of annual revenue.
- Predictive maintenance enabled by equipment monitoring can reduce maintenance costs by up to 25% and increase uptime by 10–20%.
Every unplanned breakdown tells the same story: a machine that should have been monitored more closely.
In today’s industrial landscape, equipment failures don’t just inconvenience your maintenance team; they ripple across your entire operation. This can affect production schedules, quality control, worker safety, and your bottom line.
The good news is that the tools to get ahead of these problems are more accessible than ever.
Equipment monitoring gives maintenance teams real-time data on machine health, enabling them to move from reactive firefighting to a genuinely proactive approach.
Whether you’re managing a single production line or coordinating assets across multiple locations, the benefits of equipment monitoring are hard to ignore.
In this article, we’ll break down five of those benefits and explain how a CMMS like WorkTrek can help you put monitoring data to work.
What Is Equipment Monitoring?
Equipment monitoring refers to the continuous tracking and analysis of machinery performance using sensors, IoT devices, and monitoring software to detect potential issues before they become major problems.
Modern machine monitoring systems collect real-time data on parameters like vibration, temperature, pressure, and energy consumption. That data flows through wireless or wired networks to analytics tools and dashboards, where your maintenance team can interpret it.

It can also be used to trigger automated alerts when readings fall outside normal ranges.
The key distinction from traditional maintenance is timing.
Rather than scheduling maintenance based on calendar intervals or waiting for something to break, equipment monitoring supports predictive maintenance and condition-based maintenance, meaning you intervene based on actual equipment health data, not guesswork.
Key components of a typical monitoring system include:
- Sensors – Collect real-time data on vibration, temperature, pressure, and other parameters
- IoT devices and connectivity – Transmit data over wireless networks or wired networks to centralized platforms
- Data collection and storage – Aggregates readings for analysis and trend detection
- Analytics tools and monitoring software – Process raw data into actionable insights
- Automated alerts – Notify technicians when readings indicate potential equipment issues
- Integration with existing systems – Connects monitoring data with your CMMS, ERP, or existing infrastructure
This combination of hardware and software components creates a continuous feedback loop between your equipment and your maintenance team. This is far more accurate than manual inspections alone and far faster than reactive maintenance.
Benefit 1: Reduced Downtime
Nothing drains productivity and profit faster than unexpected downtime.
According to the True Cost of Downtime 2024 report, unplanned equipment downtime alone costs the average Fortune 500 company $2.8 billion every year. This translates to approximately 11% of annual revenue.
For a large manufacturing plant specifically, that figure averages $253 million per year.
These aren’t abstract statistics. Every unscheduled stoppage means idle workers, missed production targets, delayed shipments, and, in some cases, unhappy customers who take their business elsewhere.
Equipment monitoring addresses this directly by enabling teams to predict equipment issues before they cause unplanned downtime.
Instead of discovering a problem when a machine stops, real-time monitoring surfaces early warning signs. This could include a bearing running slightly hotter than normal or vibration readings creeping outside acceptable ranges — so your team can schedule maintenance before anything fails.
This shift from reactive maintenance to a proactive approach is significant.
Research by Deloitte found that predictive maintenance can increase equipment uptime by 10–20%, a direct result of catching problems early rather than responding to them after the fact.
Remote monitoring extends this capability further.
Assets in remote locations, such as field equipment, substations, or facilities without full-time staff, can be monitored continuously through a remote monitoring system, with software alerts sent directly to responsible technicians, regardless of where they are.
This remote access eliminates the lag time between a problem developing and someone discovering it, a gap that can turn a minor issue into a costly breakdown.
The bottom line: equipment monitoring minimizes downtime by giving maintenance teams the information they need to act before equipment failures happen, not after.
Benefit 2: Significant Cost Savings
For many operations managers, the financial case for equipment monitoring is what closes the deal, and the numbers can be compelling.
Reuters and the True Cost of Downtime 2024 report estimate that Fortune 500 companies could save $233 billion in maintenance costs annually with full adoption of condition monitoring and predictive maintenance.

That’s not a theoretical projection. It’s based on documented patterns of how proactive monitoring reduces emergency repairs, extends equipment life, and lowers labor costs associated with reactive maintenance.
The cost savings come from several directions at once:
Fewer Emergency Repairs
Emergency repairs are consistently more expensive than planned maintenance. Parts sourced on short notice, overtime labor, and expedited shipping all inflate the cost of reactive fixes. Equipment monitoring enables proactive maintenance that addresses issues during scheduled windows, using the right parts and the right people — at normal cost.
Optimized Maintenance Schedules
Without monitoring data, many organizations either over-maintain (spending money on unnecessary inspections) or under-maintain (allowing hidden problems to grow). A machine monitoring system helps you schedule maintenance precisely when it’s needed, reducing wasted labor and unnecessary parts consumption.
Lower Energy Consumption
Equipment running outside optimal parameters often consumes more energy than it should. Monitoring systems can identify inefficiencies in real time, allowing teams to adjust operations and reduce energy costs. This is meaningful savings for operations with heavy machinery running continuously.
Reduced Inventory Costs
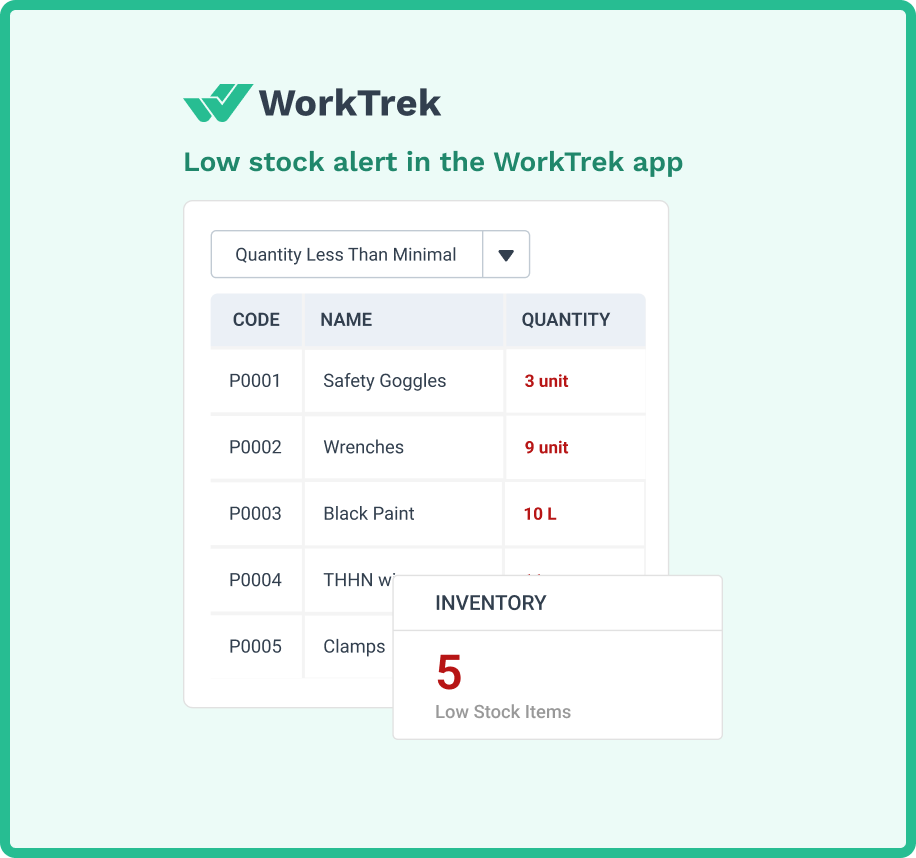
With better data on what’s failing and when, maintenance teams can manage spare parts inventory more efficiently, reducing the carrying cost of excess stock while ensuring critical parts are available when needed.

Taken together, these savings represent a strong return on the investment in monitoring technology.
Deloitte’s research suggests that predictive maintenance enabled by monitoring can reduce overall maintenance costs by 5–10% — and in large-scale operations, that translates to millions of dollars per year.
For teams still trying to make the case internally, the math tends to speak for itself.
Benefit 3: Enhanced Safety and Regulatory Compliance
Equipment monitoring isn’t just good for your machinery; more importantly, it’s good for your people.
When machines operate outside safe parameters, the risk of accidents increases. A pump running at unsafe pressure, a motor overheating, a conveyor belt with compromised tension: These are the kinds of conditions that lead to workplace injuries.
Regular monitoring ensures that production equipment stays within safe operating ranges, and automated alerts notify the maintenance team immediately when something falls outside those boundaries.
This matters on two levels.
Human Cost
First, there’s the human cost. Workplace injuries disrupt operations, affect morale, and in serious cases carry long-term consequences for workers and their families. An industrial operation that proactively monitors equipment health reduces the likelihood that a developing mechanical issue will become a safety incident.
Regulatory Compliance
Second, there’s regulatory compliance. Many industries operate under strict safety and environmental standards that require documented evidence of regular equipment inspections and timely maintenance. Equipment monitoring creates an automatic, continuous record of machine performance — a data trail that simplifies compliance reporting and audit preparation.
According to Grand View Research, compliance requirements are a significant driver of monitoring adoption, particularly in brownfield plants where older, high-risk equipment demands closer attention.
Industries such as oil and gas, pharmaceuticals, and food manufacturing face particularly stringent requirements, and monitoring systems make it substantially easier to demonstrate compliance without relying entirely on manual inspection logs.
The digital records generated by a modern monitoring system also reduce the impact of human error.
When readings are captured automatically by sensors rather than recorded manually by technicians, the margin for data-entry errors shrinks, and the integrity of compliance documentation improves.
For any operation where safety incidents or regulatory violations carry serious consequences, the monitoring system pays for itself in risk reduction alone.
Benefit 4: Improved Operational Efficiency
Equipment that runs well runs efficiently.
Equipment monitoring helps ensure that your machines are always performing at or close to their optimal parameters. This can directly impact on operational efficiency across the manufacturing process.

There are several dimensions to this.
Better Production Efficiency
When machines are properly maintained and running within spec, production runs more smoothly and consistently. Quality control issues that trace back to equipment wear or calibration drift are reduced. The result is more consistent output with fewer defects. This leads to a meaningful gain in competitive environments.
Smarter Resource Allocation
Real-time insights from monitoring systems allow maintenance teams to allocate their time and resources where they’re actually needed, rather than spreading effort evenly across all assets regardless of their actual condition. This makes maintenance teams more productive and frees technicians from performing unnecessary inspections on equipment that’s performing perfectly.
Data-Driven Decisions
The data analysis capabilities built into modern monitoring software give operations leaders a far clearer picture of machine efficiency across the production line. Trends become visible over time — which assets are degrading fastest, which maintenance strategies are most effective, where energy consumption is higher than it should be — enabling informed decisions that compound over time.
Streamlined Operations Across Multiple Locations
For organizations managing assets at multiple locations or remote locations, remote monitoring eliminates the need for on-site personnel to manually collect performance data. Teams can analyze data from anywhere, coordinate maintenance across sites, and respond to alerts before local staff would even notice a developing issue.
The global machine condition monitoring market is projected to reach $4.7 billion by 2029, growing at a CAGR of 8.3%. This is a clear signal that industrial operators across sectors are recognizing the operational advantages these systems deliver.
Companies that adopt monitoring today build capabilities and institutional knowledge that translate into a genuine competitive edge as the technology matures.
The shift from reactive maintenance to continuous improvement, by using data to steadily optimize machine efficiency and maintenance strategies, is what separates high-performing operations from those perpetually chasing breakdowns.
Benefit 5: Extended Equipment Lifespan
Every piece of production equipment represents a significant capital investment.
Equipment monitoring is one of the most effective tools available for protecting that investment and maximizing the equipment lifespan of your assets.
The reason is straightforward: machines that receive timely maintenance consistently last longer than those that don’t.
Minor wear issues, small misalignments, or marginal lubrication problems are usually the kinds of things that are easy to miss in a manual inspection. However, all of this can compound over time into serious mechanical damage if left unaddressed.
Equipment monitoring catches these developing conditions early, enabling timely maintenance that prevents small problems from becoming catastrophic failures.
This extends asset life in concrete terms.
According to Deloitte, predictive maintenance enabled by monitoring can increase equipment uptime by 10–20%. This means that an asset that runs reliably rather than undergoes repeated failure-and-repair cycles lasts longer.
There’s also a compounding benefit: the more consistently you monitor and maintain equipment, the richer the historical data you accumulate about that asset’s behavior.
Over time, this data analysis helps your team better predict when a machine is approaching the end of its usable life, enabling planned replacement rather than emergency replacement, which is almost always more expensive.
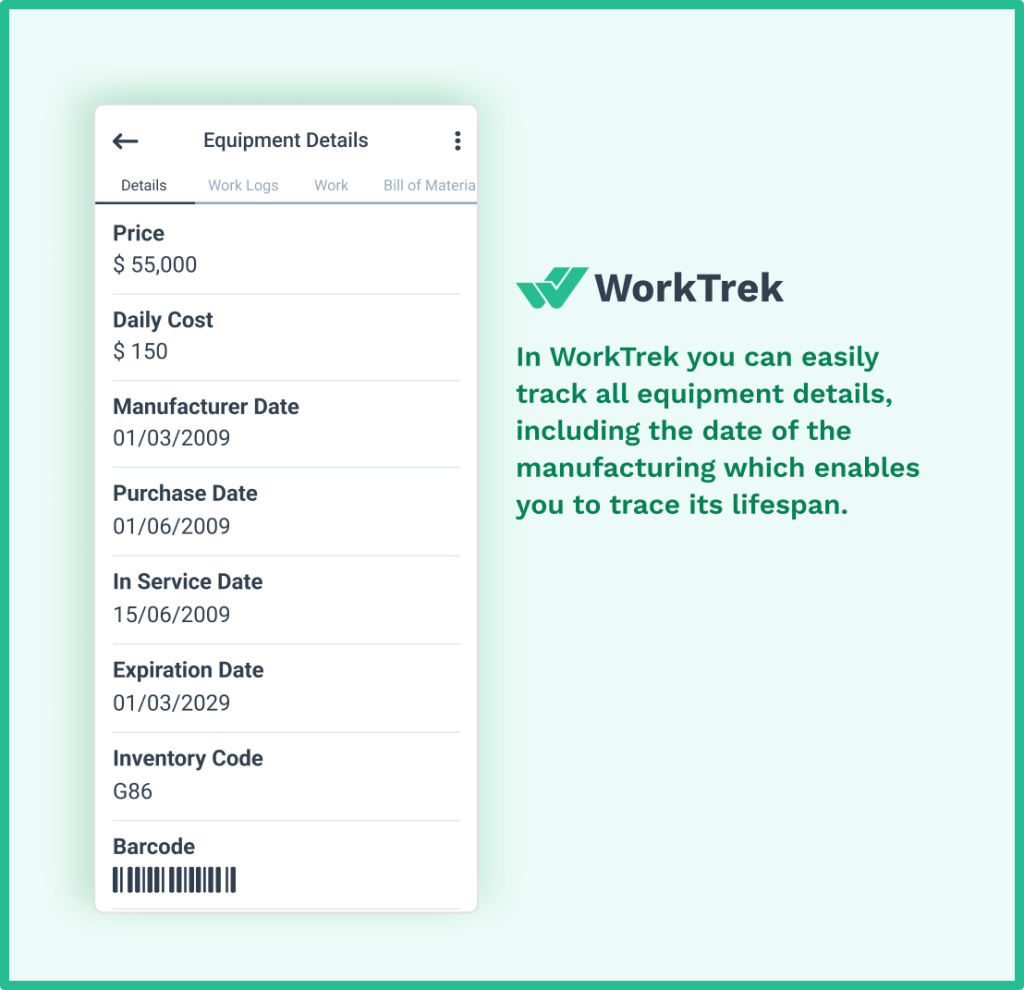
Radio frequency identification (RFID) tags and asset tracking tools, often integrated with monitoring systems, help teams maintain comprehensive records on individual assets. This includes: usage hours, maintenance history, and part replacements, which inform both maintenance decisions and capital planning.
For organizations facing budget pressure, extending equipment lifespan means delaying expensive capital expenditures.
For those focused on sustainability, it means getting maximum value from the energy and resources already invested in manufacturing the equipment. Either way, the monitoring investment pays dividends far beyond the immediate operational benefits.
How a CMMS Amplifies These Benefits
Monitoring systems generate a lot of data. What you do with that data determines how much value you actually extract from the investment.
That’s where a CMMS comes in.

Closing the Loop Between Monitoring and Maintenance
A monitoring system tells you that something needs attention. A CMMS ensures that something gets done about it.
With a modern CMMS, you can integrate with equipment monitoring data to automatically generate work orders when conditions warrant.
This is triggered by software alerts rather than waiting for someone to notice and log a request manually. This closes the gap between detection and response, reducing the window in which a developing issue can escalate into a full equipment failure.
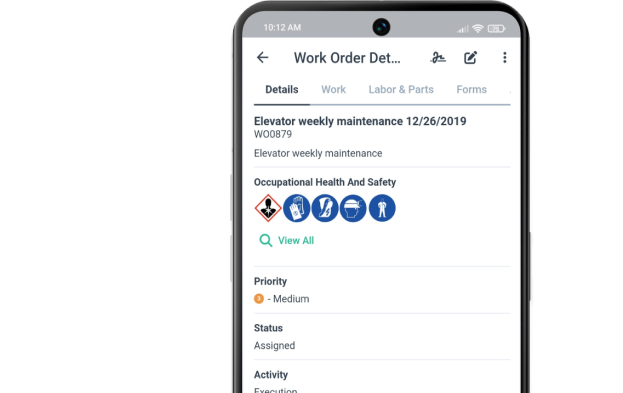
Technicians receive work orders with all the context they need:
- What equipment is affected
- What readings triggered the alert
- What tasks need to be completed
- What parts will be required
They can access this information from any device, whether they’re on the floor or at a remote location. This eliminates the delays caused by paper-based systems or phone-tag communication.
Conclusion
The case for equipment monitoring isn’t complicated: machines that are continuously watched run better, last longer, and cost less to maintain than those that aren’t.
The five benefits covered here: reduced downtime, cost savings, enhanced safety, improved operational efficiency, and extended equipment lifespan, should be the primary focus.
They’re the measurable results that organizations across manufacturing, energy, and heavy industry are achieving today by adopting real-time monitoring as a core part of their maintenance strategies.
The shift from reactive maintenance to a proactive approach is a defining factor in which operations thrive and which ones fall behind.