

Blog

Operations & Maintenance
5 Benefits of Maintenance Management Software
Discover 5 powerful ways maintenance management software can transform your operations and support smarter decision-making.
Key Takeaways:
The U.S. Marine Corps increased operational efficiency after digitizing its work orders.
Unplanned downtime is costing the UK economy an estimated £23 billion a year.
Air India came under scrutiny for maintenance lapses tied to poor record-keeping.
Have you ever had a technician misplace a work order, sparking a chain of delays and chaos?
Or ordered too many spare parts, only to watch them gather dust in a warehouse until they became obsolete?
Without an efficient system, problems like these are all too common.
However, it doesn’t have to be this way.
With modern maintenance management software, you gain visibility and control over your operations like never before.
Are you wondering how it works?
Continue reading to discover the benefits of maintenance management solutions, accompanied by real-world examples from various industries.
Improved Work Order Management
With maintenance management software, your day-to-day tasks become less chaotic and more efficient, thanks to automated work order management.
Take our own system, WorkTrek, for example.
It automates every step of the work order process, from start to finish, beginning with the request.
With WorkTrek, work requests can be submitted through multiple channels, including our mobile app, email, a request portal, or an app created just for you.
You can quickly approve them, create and assign tasks or work orders, and track progress, all from a centralized database like this:
Source: WorkTrek
Additionally, requests are fully customizable, so you decide what information is required each time, from priority levels and locations to categories and even photos of the issue.
Work orders are just as efficient.
You can create, schedule, assign, and prioritize them all in one place, capturing the right data with required fields, like time and materials, signatures, and more.
Source: WorkTrek
Once the work has been completed, all stakeholders are automatically notified, eliminating the need for text messages or calls to check request statuses.
In short, WorkTrek ensures every team member knows what to do, how to do it, and by when, ultimately boosting overall productivity and operational efficiency.
The U.S. Marine Corps is a great example of how transformative automated work orders can be.
Earlier this year, they switched from a paper-based system to a digital one and noticed improvements almost instantly.
Much like WorkTrek, their system serves as a central repository for detailed work documentation, organizing every step of the maintenance, repair, and overhaul process.
Business Support Specialist Wesley Crocker praised the system, noting it is far more effective than the paper-based approach they had before:
“What we have now is a digital version of the work orders within a program that is easily accessible, has a convenient search function, and houses inspection plans and quality call points. It’s making operations more sustainable and efficient.”
Paper is no longer wasted, and teams no longer need to search through binders, folders, and filing cabinets, or chase signatures.
Instead, all information is stored in a single system, allowing teams to focus on their work rather than on coordination tasks.
And that’s exactly what maintenance management solutions like WorkTrek are built to do.
Simplified Preventive Maintenance Scheduling
If you’re struggling with preventive maintenance and find yourself caught in a cycle of reactive fixes, maintenance management software is the solution you’ve been waiting for.
This kind of software automatically schedules preventive maintenance (PM) based on your own parameters, enabling you to execute your proactive strategy effectively.
For instance, you can set up scheduling by time triggers—daily, weekly, monthly, or yearly—or by usage metrics like mileage, operating hours, temperature, or pressure.
Source: WorkTrek
The system notifies you when maintenance is due, ensuring assets receive the care they need, right when they need it.
This enables you to break free from reactive maintenance and significantly reduce unplanned downtime.
That is no small thing.
The 2025 Mainstream survey found that UK organizations spend 55% of maintenance budgets on reactive activities, costing the economy an estimated £23 billion a year in avoidable downtime.
Illustration: WorkTrek / Data: Mainstream
In contrast, organizations that keep reactive maintenance below 30% experience 78% fewer unplanned production interruptions, according to the survey.
This is because preventive programs help catch problems early, giving you time to act before breakdowns occur.
Chad Tearman, Senior VP of Distribution at Sonny, a car wash equipment manufacturer and a service leader with 30 years in the vehicle wash industry, agrees.
He has seen the difference PM can make in car wash equipment firsthand:
Illustration: WorkTrek / Quote: Carwash
However, this principle applies not only to car washes but also to every industry and every type of asset, including brand-new ones.
As Tearman explains:
“You might think it’s brand new and doesn’t need maintenance, but a year later it could be in shambles and now you’re really behind, missing out on revenue.”
He compares it to buying a car.
You can drive it off the dealership lot brand new, but neglect the oil changes, and sooner or later, it’s going to let you down.
Maintenance management software ensures situations like that never occur.
It gives you a consistent, smart way to prevent issues, extend the life of your equipment, and minimize any operational disruptions.
Accurate Inventory Tracking
With maintenance management software, you never have to worry about overstocking or understocking spare parts and key materials again.
Compared to outdated manual inventory tracking, this technology provides more accurate and current data.
Benjamin Reichenecker, Founder and CEO of the inventory management solution PartsCloud, agrees, explaining why manual methods typically fall short:
Illustration: WorkTrek / Quote: EU-Startups
Indeed, manual tracking takes too much time, drains energy, and inevitably leads to errors that require even more effort to fix.
Maintenance management software eliminates these problems.
It monitors your stock levels in real time, sending alerts when parts run low, even across multiple locations.
Your team can check and update stock, transfer inventory between warehouses, and access detailed data about each part, including make, model, quantity, and user manuals, all on the go.
Source: WorkTrek
Some solutions even enable you to track parts by serial number, giving you insight into the history of the part, from initial warehouse through the installation to the disassembly.
That way, you know precisely how each part is used.
All of this helps you optimize your inventory, ensuring you always have just the right amount of stock.
It’s an effective way to reduce overspending and free up company cash flow.
Take it from Alstom SA, the French multinational rail transport systems manufacturer.
After merging with Bombardier Transportation in 2021, their global operations expanded significantly, and so did their inventory.
To help manage this growth, they digitized their maintenance operations, which ultimately led to better inventory planning, more accurate availability tracking, and tighter cost control.
Alexandre Domingues, Chief Digital Services Officer at Alstom, explains:
Illustration: WorkTrek / Quote: Celonis
Maintenance management software can do the same for your business.
It gives you full visibility and control over your inventory, ensuring you always have exactly what you need to get the job done, without wasting resources.
Organized Record-Keeping
Before maintenance management software, upkeep teams struggled with disorganized paperwork, missing data, and the constant risk of noncompliance hanging over their heads.
Those days are over.
Maintenance management solutions serve as a central digital hub for all your maintenance data, allowing you to access relevant information in seconds.
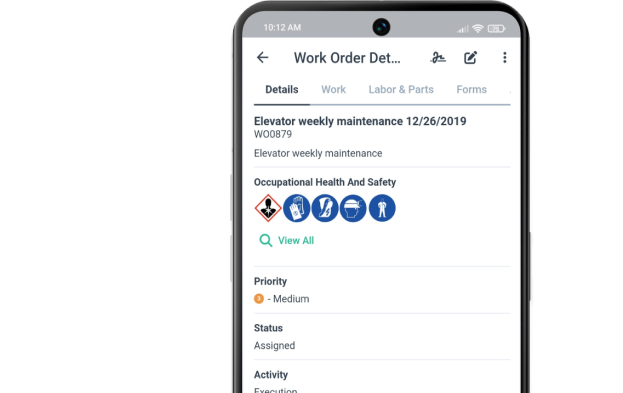
For instance, you can upload safety rules, LOTO procedures, and PPE reminders for technicians, or set hazard alerts for the field.
Source: WorkTrek
Previous work orders are just as easy to find, complete with details on who performed the work, when it was done, what was repaired, which parts were used, and more.
Once the work has been completed, the system records it, and it stays there, always available when you need it.
That matters today more than ever.
Having complete, accessible digital records makes compliance far less stressful, especially during regulatory audits.
Instead of scrambling for paperwork, you can produce documentation instantly, ultimately avoiding hefty fines and penalties.
This is particularly crucial in industries like aviation, where the margin for error is tiny.
Daniel Tautges, SVP at the aviation software company Component Control, puts it best:
“The aviation industry is under constant pressure to increase efficiency, reduce downtime, and maintain the highest levels of safety and compliance. Digitalising aircraft records is no longer a luxury—it’s a necessity.”
According to Tautges, well-organized digital records reduce safety risks from counterfeit parts, strengthen regulatory compliance, and protect airlines’ reputations.
With growing complexity and stricter oversight, paper-based systems simply can’t keep up with the speed, accuracy, and security modern aviation demands, he adds.
The recent situation with Air India is proof.
Earlier this year, the airline came under scrutiny for maintenance lapses tied to poor documentation.
Investigators discovered that some records were still in Excel, despite requirements to use dedicated software.
Source: Infra
Even after switching systems, mistakes continued to persist.
Components were used beyond their service life, seatbelts malfunctioned, and other serious issues arose.
The fallout damaged their reputation and nearly derailed a merger.
And that was a relatively mild outcome. It could just as easily have led to lawsuits or serious safety incidents.
The lesson is simple: when vital information is centralized, accurate, and instantly accessible, teams work safer, smarter, and in compliance with rules and regulations.
That’s where maintenance management software comes in, providing peace of mind and reliable data.
Advanced Reporting
However, this kind of software doesn’t just display static data.
It also generates dashboards and reports on KPIs like MTBF, MTTR, costs, and more, giving you the insights you need to make data-driven decisions and optimize maintenance strategies.
These dashboards are designed to be as intuitive as possible and to show you the current state of your operations at a glance.
You can see how much work is finished or unfinished, what it’s costing you, and where your attention is needed the most.
Source: WorkTrek
When you need deeper insights, customizable reports enable you to analyze various KPIs and evaluate your maintenance effectiveness in greater detail.
Many systems even allow you to schedule reports at regular intervals, automatically sending them to your team via email.
That way, the relevant people always have the right information at the right time.
The 2025 Mainstream survey we mentioned earlier offers some insight into why this matters.
As it turns out, the UK’s asset-intensive industries typically use less than 27% of the data they collect for operational decisions.
Illustration: WorkTrek / Data: Mainstream
This means that modern maintenance operations generate huge volumes of data.
However, sifting through it, deciding what’s important, and turning it into actionable insights is a massive challenge.
Maintenance management software does that work for you, presenting insights in a clear, ready-to-use format.
UK-based retail company NEXT understands how beneficial this can be.
They use their software to track key KPIs, which helps them identify the biggest opportunities for improvement.
Matt Winter, Head of Engineering at NEXT, explains:
Illustration: WorkTrek / Quote: eMaint
For example, they monitor the balance between reactive and preventive maintenance.
If the software reveals that too many hours are being spent on reactive work, they know action is required:
“So of course it means we have got to invest more time, maybe even lay on overtime, in order to get back on track.”
In a way, the software acts like a virtual consultant that monitors operations, highlighting inefficiencies, and guiding teams on how to fix them.
No guesswork. No intuition.
Just clear, actionable data that drives smarter maintenance decisions.
Conclusion
Maintenance management software helps you work smarter, not harder.
It streamlines operations, reduces downtime, maximizes asset performance, and lowers costs, all in one easy-to-use platform.
At the end of the day, better systems lead to better results.
So, don’t let outdated processes hold you back when the tools to boost productivity, cut waste, and build resilience are already here.

Operations & Maintenance
7 Best Equipment Maintenance Software
Tired of managing equipment maintenance with spreadsheets, paper forms, emails, and phone calls?
Frustrated by sudden breakdowns, emergency repairs, and safety incidents that keep setting you back?
The right equipment maintenance software can make all the difference.
From work order management to predictive maintenance and compliance tracking, today’s solutions offer more than ever.
In this article, we’ll review seven leading tools, their features, and pricing to help you streamline operations, reduce downtime, and control costs.
WorkTrek
Whether you’re managing a single facility or multiple sites, WorkTrek is designed to simplify and automate your maintenance operations.
It includes all the core CMMS (Computerized Maintenance Management System) features you’d expect from equipment maintenance software, such as:
Work request and work order management
Preventive and predictive maintenance
Parts and inventory control
Asset management
Cost tracking
Another now standard feature is that the WorkTrek app can be accessed from any internet-connected device, like smartphones, desktops, or tablets.
Source: WorkTrek
When equipment malfunctions, the first challenge is often how quickly and clearly a request can be made.
Whether it’s your staff or external users, WorkTrek makes it easy for anyone to report an issue.
In other words, it allows unlimited guest access for requests, which speeds up and standardizes reporting.
Requests can be submitted in several convenient ways: through the mobile or web app, a dedicated web portal, or simply by scanning a QR code.
Source: WorkTrek
Once a request is submitted, managers or supervisors can:
Review and approve maintenance requests
Generate and assign work orders with priority levels
Track work order progress and costs in real time
On the other hand, technicians can:
Receive instant notifications for new assignments
Access detailed work orders with checklists, priority levels, and notes
Log time, complete digital checklists, and close work orders directly from the field app
Beyond work order management, WorkTrek also supports preventive maintenance.
Managers can schedule recurring tasks, create work orders for them, and set up automatic reminders to keep everything on track.
Source: WorkTrek
Managers and technicians benefit from easy access to updated inventory lists, covering tools and spare parts needed for maintenance.
This helps prevent unnecessary downtime caused by missing items.
In the realm of predictive maintenance, WorkTrek lets you set work order triggers based on meter readings such as temperature, pressure, or mileage.
It can also integrate with third-party IoT sensors to track equipment performance, such as vibration monitoring, and send timely alerts when issues arise.
Additionally, WorkTrek provides data analytics and pre-built reports, helping managers make faster, data-driven decisions.
Source: WorkTrek
Another useful feature is WorkTrek’s offline mode, which lets users continue working even with poor or no connection. Once connectivity is restored, the system automatically syncs the data.
WorkTrek’s pricing is offered across three plans, detailed below:
Source: WorkTrek
You can also book a demo or sign up for a free trial to test the platform.
Overall, WorkTrek is praised by users for its intuitive interface, ease of use, and responsive customer support.
Taken together, these strengths make WorkTrek a flexible solution that covers all the essentials of effective upkeep, while also offering advanced options like IoT integrations for predictive maintenance.
That’s why it’s a strong fit for maintenance teams across industries seeking three key outcomes: streamlined work orders, reduced downtime, and improved safety.
UpKeep
UpKeep is another well-known solution built for maintenance teams across industries with the aim of digitizing, automating, and streamlining maintenance and reliability operations.
Like WorkTrek, it includes all the essentials, from work order management to inventory tracking, but it also adds AI-powered features and its own IoT integrations.
For work order management, UpKeep supports the full workflow: from submitting requests to creating, assigning, and tracking work orders.
Source: UpKeep
Registered users can submit requests directly through the app, while guest users can send them at no extra cost through a dedicated request portal.
Once a request is approved and assigned, technicians gain access to their work orders, review details, confirm inventory availability, and receive automated reminders.
For preventive and predictive maintenance, UpKeep combines meter-based functionality with its own IoT sensors, which integrate directly into the platform to support sensor-driven upkeep.
In practice, this means alerts are triggered automatically when thresholds for operating hours, pressure, vibration, temperature, etc., are reached, helping teams act before breakdowns occur.
Source: UpKeep
UpKeep also includes several AI-powered features such as work order summaries, a data importing and cleaning tool, and improved displays for preventive maintenance schedules.
Keeping in mind that IoT integrations are charged separately, here are UpKeep’s pricing tiers.
Source: UpKeep
Take note that some advanced features, such as offline mode and detailed reporting, are only available in the higher-tier plans, with pricing provided on request.
In user reviews, UpKeep earns high marks for ease of use and responsive customer support.
Common drawbacks include occasional work order glitches and slower system performance.
To sum up, UpKeep is an all-in-one maintenance platform that combines intuitive dashboards and core CMMS features with optional IoT integrations and an expanding set of AI capabilities.
Fiix
Fiix, developed by Rockwell Automation, is designed to help industrial plant maintenance teams streamline and modernize their operations.
Like the other platforms covered here, Fiix focuses on digitizing and automating maintenance tasks.
This includes managing service requests and work orders, tracking assets, and integrating with sensors and other systems.
Source: Fiix
Like UpKeep, Fiix includes AI-driven capabilities through its Fiix Foresight feature.
It automatically analyzes work orders, purchase orders, asset details, and other data to detect trends and deliver insights on a single dashboard.
Fiix Foresight also sends automated alerts when costs exceed set thresholds, parts usage spikes, or too much reactive maintenance is performed.
Source: Fiix
This feature also includes a Parts Forecaster, which predicts which parts will be needed for upcoming maintenance.
This helps you avoid shortages while reducing excess inventory costs.
You can even track the consumption of up to 25 selected parts in real time, making purchase planning much easier.
Fiix also integrates with IoT sensors and connects with other business systems, expanding its functionality beyond core CMMS features.
You can see Fiix’s pricing plans, including a free option, below:
Source: Fiix
As shown, Fiix Foresight is available with the Professional plan ($75 per user monthly) and the Enterprise plan (custom pricing).
Integrations, however, are only included in the Enterprise package.
User reviews highlight drawbacks, including the strict six-month written notice requirement for downgrading or canceling, as well as occasional connectivity issues.
Despite these concerns, Fiix remains a solid, all-around equipment maintenance solution.
It’s particularly suited for industrial teams that want to combine core CMMS functions with AI-driven insights and forecasting.
eWorkOrders
As the name suggests, eWorkOrders is a CMMS that enables maintenance teams to manage work orders and other equipment maintenance functions digitally from any device.
Like other solutions in this list, eWorkOrders offers a wide range of features, including:
Work order management
Service request portal
Spare parts inventory
Preventive and predictive maintenance
Here’s a look at its work order list:
Source: eWorkOrders
Beyond the core functions, eWorkOrders also provides some other valuable features, such as asset reservations, automated work order assignment, and GIS mapping.
Asset reservations enable managers and technicians to reserve the necessary tools and equipment for upcoming maintenance.
Automated assignments use predefined rules to generate work orders automatically and assign the right technician based on availability, location, and skill set.
Finally, the GIS mapping tool visually represents assets on plant, facility, or site floor plans and maps.
Source: eWorkOrders
This mapping function makes it easier to locate equipment, plan maintenance routes, and quickly respond to issues in large or complex facilities.
For pricing, eWorkOrders offers two flat rate plans with unlimited users and the enterprise tier, which is charged per user with a minimum of 5 users.
Source: eWorkOrders
Note that system integrations are available only in the highest-tier package.
Overall, eWorkOrders receives positive user feedback for its ease of use and comprehensive CMMS features.
Some common drawbacks include the lack of offline functionality, no custom reporting, and the absence of auto-populate for data fields.
Despite these limitations, eWorkOrders is a solid choice for maintenance teams looking for a straightforward, all-in-one platform to manage work orders, inventory, and preventive maintenance across multiple sites.
eMaint
eMaint, developed by Fluke Reliability, is a comprehensive platform that combines CMMS functionality with Enterprise Asset Management (EAM) and IIoT (Industrial Internet-of-Things) capabilities.
The software focuses on work order management, asset tracking, spare parts inventory, and reporting.
Work order features include creating and assigning tasks, a drag-and-drop scheduling calendar, and automated work orders triggered by meter readings or connected Fluke IoT sensors.
Source: eMaint
Regarding maintenance requests, eMaint does not offer unlimited free guest access or request-only users without licensing fees.
However, lower-priced request user licenses with limited access are available.
eMaint provides condition monitoring, preventive, and predictive maintenance modules.
When condition monitoring is combined with Fluke sensors and the eMaint CMMS, it creates a complete equipment monitoring system with powerful analytics and AI-driven recommendations.
Here’s what maintenance teams can do:
Source: eMaint
These features also support predictive maintenance, where the system uses sensors and equipment data to trigger alarms before failures occur.
When it comes to pricing, eMaint offers three subscription tiers but does not publish rates.
Instead, you’ll need to submit a request for details.
Source: eMaint
A free trial is available, though it requires scheduling a demo with a sales representative via email.
Users praise eMaint for its high degree of customization, intuitive interface, and responsive customer support.
However, commonly cited drawbacks include a steep learning curve, complex reporting setups, and additional costs for certain advanced features.
To recap, eMaint is best suited for organizations that require a highly configurable CMMS with robust EAM and IIoT capabilities, and are willing to invest time in training to unlock its full potential.
FieldEx
FieldEx equipment maintenance software combines all the features maintenance teams need to streamline operations in one solution.
It includes standard functions like work order management, asset tracking, spare parts inventory, and condition-based maintenance.
Source: Google Play
Like many other platforms here, FieldEx lets guest users submit maintenance requests via a dedicated web portal at no extra cost.
Additional features include smart task assignment, which automatically routes work orders to technicians based on their expertise, availability, and location.
It also incorporates CRM (Customer Relationship Management) capabilities, enabling teams to manage service requests, sales orders, and client interactions within the same system.
FieldEx’s standout functionality is AI-powered form digitization.
By simply taking a photo of paper forms, the software generates a digital version with predefined steps and fields, ready for immediate use.
Source: FieldEx
Where users are concerned, FieldEx receives high marks, particularly for its outstanding customer support.
Reported downsides include limited customization, fewer integration options, and occasional technical issues.
As for pricing, FieldEx offers four plans, though only the Pro and Enterprise tiers provide the full range of equipment maintenance features.
Source: FieldEx
In summary, FieldEx combines essential CMMS features with innovative AI form digitization, offering maintenance teams a modern, user-friendly solution backed by excellent support.
SafetyCulture
SafetyCulture (formerly iAuditor) is an equipment maintenance solution that focuses on the safety aspect of upkeep operations.
This includes inspections, checklists, and lone worker monitoring functions.
The platform allows users to create, assign, and track the progress of work orders, including specifying when and where tasks need to be done.
It also supports task management related to corrective actions and maintenance activities and offers customizable forms/templates for work order management.
Source: SafetyCulture
The work order management workflow illustrated above does not provide a public or free unlimited guest submission portal for maintenance requests.
Instead, the system relies on employees or authorized users submitting requests through the platform, with managerial review and approval.
Additionally, SafetyCulture provides limited asset management and inventory tracking features, prompting some reviewers to say it’s not a full CMMS.
What SafetyCulture does offer is templates to digitize any maintenance and safety-related processes, like inspection forms and checklists.
Source: SafetyCulture
Another notable feature is the lone worker functionality, which tracks workers in remote areas via a mobile app on their phone.
In case of an accident, they can press the panic button to alert their team.
You can see SafetyCulture’s pricing below.
Source: SafetyCulture
As shown, Premium and Enterprise packages contain the essentials needed for equipment maintenance.
Despite its focus on inspections and checklists, SafetyCulture remains a solid option for maintenance teams seeking an inspection-first platform that still covers the essentials of upkeep management.
Conclusion
So, with so many similarities and differences between these seven solutions, how do you choose the right one?
Start by defining which features are essential, optional, and unnecessary.
Then, research thoroughly and contact the shortlisted providers with detailed questions, especially regarding pricing, included features, and contract terms.
Finally, utilize demos and free trials to ensure that multiple team members test the app.
These steps should help you confidently select the best equipment maintenance software.
Good luck!

Product Updates
WorkTrek Monthly Updates: October 2025
We're thrilled to announce the arrival of the latest updates to the WorkTrek platform! These enhancements aren't just minor tweaks; they're three powerful new features designed specifically to help you streamline your workflows, improve data accuracy, and give a significant boost to your overall efficiency. We know your time is valuable, and these additions are built to save it.
1. Asset Management Gets a Major Upgrade with the New 'Assets - All' View
Managing your organization's physical resources—from facilities to tools—is crucial, and we’ve just made it exponentially simpler. The introduction of the "Assets - All" View provides a singular, centralized hub for all your asset management needs.
This unified view brings together all asset types - including Locations, Facilities, Equipment, and Tools - into one clean, easy-to-use interface.
Source: WorkTrek
With the new 'Assets - All' view, you gain complete visibility and control over everything you manage in WorkTrek. Now you can:
Search across all asset categories
Filter and edit records effortlessly
Export asset lists to Excel
Copy existing assets
Create new assets directly
This feature ensures you have everything you need to manage your assets all in one unified place.
2. Enhanced Work Logs: Adding Travel Distance and Robust Security
We've injected more control and insight into the Work Log feature to help maintain better data integrity and accountability.
Firstly, we've added new security settings that give you granular control over the data. You can now manage precisely who can edit or delete logs, ensuring that your operational records remain accurate and protected from unauthorized changes.
Source: WorkTrek
Secondly, the new addition of travel distance tracking brings a significant boost to your reporting. This feature allows for a more accurate accounting of field operations, providing the necessary data for better expense management and overall operational accountability.
Source: WorkTrek
Together, these updates give you better data integrity and visibility into your day-to-day operations.
3. Quick Actions on the Mobile Dashboard: Productivity in the Palm of Your Hand
The goal is simple: to make you productive wherever you are. With the new Quick Actions on the Mobile Dashboard, we’ve put the power to speed up your workflow by quickly creating the following directly from your mobile device's dashboard:
Work Orders
Tasks
Requests
Source: WorkTrek
This faster access translates directly into greater productivity. Whether you're in the office or in the field, you can work started in just a couple of taps.
Ready to Discover These WorkTrek Improvements?
These updates are more than just new buttons; they are built to fundamentally improve your experience by helping you save time, enhance accuracy, and gain better insight into your operations.
Ready to see how much more efficient you can be? Log in to WorkTrek today and explore all three of these powerful new features!

Operations & Maintenance
What Is Preventive Maintenance in Manufacturing?
Key Takeaways
Preventive maintenance prevents costly equipment failures through scheduled servicing and regular inspections
Manufacturing companies benefit from reduced downtime, lower costs, and improved product quality
Successful programs require proper planning, skilled technicians, and the right tools to overcome common challenges
If you run a manufacturing facility, you know that equipment breaks down at the worst possible times.
This can often result in production lines coming to a halt and costing companies thousands of dollars per hour.
What is the industry best practice to reduce downtime? The solution lies in implementing a preventive maintenance plan for your organization.
Preventive maintenance in manufacturing is a preventative maintenance approach to maintaining equipment and machinery by performing regular, scheduled servicing to prevent and reduce unexpected breakdowns.
Source: WorkTrek
Companies that implement preventive maintenance programs see fewer emergency repairs, better product quality, and significantly lower maintenance costs over time.
What is Preventive Maintenance in Manufacturing?
Like most industries, preventive maintenance in manufacturing involves scheduling of equipment maintenance to prevent failures before they occur.
How Preventive Maintenance Differs from Reactive and Predictive Approaches?
Preventive maintenance
Follows a scheduled approach based on time intervals or usage cycles. Manufacturers perform regular inspections, cleaning, and part replacements regardless of the current equipment condition.
Reactive maintenance
Only happens after the equipment breaks down. This approach leads to unexpected downtime and costly emergency repairs. Production stops completely until technicians fix the problem.
Source: WorkTrek
Predictive maintenance
Utilizes real-time data from sensors to predict when failures may occur. Temperature readings, vibration patterns, and other measurements help predict maintenance needs.
The key differences include:
Source: WorkTrek
Preventive maintenance programs often require more upfront planning than reactive methods. However, long-term, they provide better control over production schedules and maintenance costs.
Core Objectives of Preventive Maintenance
The primary goal of any manufacturing maintenance program is to prevent unexpected equipment failures. General goals include:
Reducing downtime
Stands as the most important objective. Scheduled maintenance happens during planned breaks rather than disrupting active production runs.
Extend equipment lifespan
If equipment lasts longer, it can save the organization money over time. Well-maintained machines last longer and provide better return on investment than neglected equipment.
Source: WorkTrek
Maintain product quality
Manufacturing quality products requires consistent machine performance. Equipment that receives regular care produces more reliable output with fewer defects.
Improve workplace safety
Protects workers from equipment-related accidents. Regular inspections catch potential hazards before they cause injuries.
Controlling maintenance costs
Becomes easier with planned spending. Preventive care costs less than emergency repairs and equipment replacement.
Key Benefits of Preventive Maintenance
According to the US Department of Energy, companies can save between 12% and 18% on maintenance costs by implementing preventive maintenance over reactive maintenance approaches. Additionally, each dollar spent on preventive maintenance saves an average of $5 in future costs.
These benefits include reduced equipment downtime, extended asset life, safer work environments, and increased productivity levels.
Reducing Equipment Downtime and Unplanned Disruptions
Preventive maintenance has repeatedly been shown to reduce costly equipment failures that stop production lines. When companies schedule regular inspections and repairs, they catch small problems before they become major breakdowns.
Manufacturers that use preventive maintenance experience up to 25% less unplanned downtime compared to those that use reactive maintenance approaches. This reduction translates directly into higher production output and revenue.
Common preventive tasks include:
Oil changes and lubrication
Belt and filter replacements
Electrical connection checks
Calibration adjustments
Cleaning and debris removal
Extend Equipment Lifespan
It is no surprise that regular maintenance can significantly increase the lifespan of equipment. Well-maintained machines can operate effectively for years beyond their expected service life.
With preventive maintenance, you can keep all components in good working condition. This proactive approach prevents the cascading failures that occur when one worn part damages other system components.
The reliability of assets improves when maintenance teams follow consistent schedules for inspections and repairs
Reliable equipment produces consistent quality and meets production targets without interruption.
Factors that extend asset lifespan:
Regular cleaning prevents corrosion
Proper lubrication reduces friction wear
Timely part replacement prevents system damage
Calibration maintains accuracy over time
Companies typically see 15-20% longer asset lifespan with proper preventive maintenance programs. This extended life provides a better return on equipment investments.
Enhance Workplace Safety and Compliance
Preventive maintenance helps create safer work environments by identifying and addressing potential hazards before they lead to accidents. Regular equipment inspections reveal safety risks that could harm workers.
Well-maintained equipment reduces safety hazards by ensuring all safety systems function properly. Faulty equipment poses serious risks, including electrical hazards, mechanical failures, and chemical leaks.
Regulatory compliance becomes easier when companies maintain detailed maintenance records and follow prescribed safety checks.
Several industry regulations require regular equipment inspections and maintenance documentation.
Compliance requirements vary by industry but often include safety system testing, pressure vessel inspections, and electrical system checks.
Preventive maintenance programs help companies consistently meet these requirements.
Safety benefits include:
Reduced workplace accidents
Lower insurance premiums
Fewer regulatory violations
Better audit results
Improved worker confidence
Boosting Productivity and Operational Efficiency
Preventive maintenance increases productivity by keeping equipment running at optimal performance levels. Well-maintained machines operate more efficiently, produce higher-quality products, and use less material.
Operational efficiency improves when equipment performs consistently without unexpected breakdowns. This reliability allows production teams to meet schedules and customer demands more effectively.
Maintenance costs decrease over time as preventive care prevents the need for expensive emergency repairs. The cost of scheduled maintenance is typically three to five times lower than emergency breakdown repairs.
Energy efficiency also improves with regular maintenance. Clean, well-lubricated equipment uses less power and generates less heat than poorly maintained machines.
Productivity improvements include:
Higher production speeds
Better product quality
Reduced material waste
Lower energy consumption
Fewer production delays
Types of Preventive Maintenance in Manufacturing
Manufacturing facilities use four main types of preventive maintenance strategies. Each maintenance strategy offers different approaches to equipment care, from scheduled intervals to advanced technology solutions.
Time-Based Maintenance
Time-based maintenance follows fixed schedules, regardless of the equipment's condition. Maintenance tasks are performed at regular intervals, such as weekly, monthly, or yearly.
Source: WorkTrek
This approach is particularly effective for critical equipment with predictable wear patterns. A factory might lubricate conveyor belts every 30 days or replace filters quarterly.
Common time-based tasks include:
Weekly equipment inspections
Monthly lubrication schedules
Annual component replacements
Seasonal cleaning procedures
The primary advantage is the simplicity of scheduling and planning. Maintenance teams know exactly when work needs to be completed.
However, this method can lead to unnecessary maintenance on equipment still in good condition. It may also miss problems that develop between scheduled intervals.
Usage-Based Maintenance
Usage-based maintenance links tasks to equipment operating hours or production cycles. This is similar to changing your car's oil every 5,000 miles. Maintenance happens based on actual machine usage rather than calendar dates.
A CNC machine might need service after every 1,000 operating hours. Forklifts could require inspection after moving 500 pallets.
This method better matches maintenance needs to the equipment workload. Machines that are used heavily receive more frequent attention than idle equipment.
Usage triggers include:
Operating hours
Production cycles completed
Parts processed
Distance traveled
Manufacturing facilities that have variable production schedules benefit most from this approach. Equipment gets appropriate care based on actual wear and tear.
The challenge to usage-based maintenance is to track usage data across all machines accurately. Some equipment may require additional monitoring systems to be installed, like IoT devices, which are further described in the next section.
Condition-Based Maintenance
Condition monitoring uses real-time equipment data to determine maintenance needs. Sensors and diagnostic tools detect signs of wear or performance decline.
Source: WorkTrek
Vibration sensors on motors can identify bearing problems early. Temperature monitoring reveals overheating issues before equipment fails.
This approach prevents both unnecessary maintenance and unexpected breakdowns. Work only happens when equipment actually needs attention.
Common monitoring methods:
Vibration analysis for rotating equipment
Temperature monitoring for electrical systems
Oil analysis for hydraulic machinery
Ultrasonic testing for structural integrity
Source: WorkTrek
Maintenance teams receive alerts when readings exceed normal ranges. When paired with a CMMS system like WorkTrek, these readings can automatically generate work orders.
Source: WorkTrrek
Additionally, maintenance managers can also manually create work orders and schedule repairs based on the data.
Investment in monitoring equipment and staff training is required upfront. However, the precision of this method often justifies these costs.
Predictive Maintenance in Manufacturing
Predictive maintenance combines condition monitoring with predictive analytics and machine learning to optimize maintenance.
Advanced algorithms analyze historical data to forecast future equipment needs.
Systems learn normal operating patterns for each machine. These systems then identify subtle changes that indicate developing problems weeks or months ahead.
For example, a packaging line might use predictive analytics to forecast bearing replacement dates. The system considers usage patterns, environmental conditions, and historical failure data to inform its decisions.
Key technologies include:
Machine learning algorithms
IoT sensors and connectivity
Data analytics platforms
Artificial intelligence systems
This represents the most advanced maintenance strategy available. It provides maximum equipment uptime while minimizing maintenance costs.
Implementation requires significant investment in technology and robust data management capabilities. Many manufacturers begin with critical equipment before expanding their systems across the board.
The prescriptive maintenance approach can even automatically generate work orders and schedule repairs. This level of automation reduces manual planning and improves response times.
Essential Preventive Maintenance Tasks and Schedules
Successful manufacturing operations depend on well-planned maintenance tasks that follow specific schedules and target the most critical equipment.
Preventive maintenance scheduling involves creating structured maintenance plans in which tasks are performed routinely at fixed intervals, rather than reacting to problems as they arise.
Creating Effective Maintenance Checklists
A preventive maintenance checklist is a list of tasks that need to be performed as part of the maintenance process. These checklists encompass inspections, lubrication schedules, parts replacement, and additional tasks.
Source: WorkTrek
The goal of maintenance checklists is to break down complex procedures into simple steps. Each task should specify the necessary tools, the required time, and any necessary safety precautions.
Key Elements of Manufacturing Checklists:
Visual inspections for wear and tear
Fluid level checks and replacements
Belt tension adjustments
Electrical connection testing
Safety system verification
It is important to customize checklists for each piece of equipment. A conveyor system requires different maintenance tasks than a hydraulic press or packaging machine.
This can be easily done with a CMMS like WorkTrek. You can create customized checklists designed for specific systems.
Prioritizing Critical Equipment
Not all manufacturing equipment requires the same level of maintenance attention. Critical equipment identification focuses resources on assets that would cause significant disruptions if they fail.
Manufacturing teams should focus on analyzing which machines have the highest impact on production.
Equipment that stops entire production lines receives top priority in maintenance scheduling.
Equipment Priority Categories:
High Priority: Production bottlenecks, safety-critical systems
Medium Priority: Support equipment, backup systems
Low Priority: Non-essential utilities, storage equipment
Past maintenance records reveal frequent failure points that need extra attention. Manufacturer recommendations also guide maintenance intervals for complex machinery.
Cost of failure helps determine priority levels. A $10,000 repair that stops production for days ranks higher than routine maintenance on auxiliary equipment.
Implementing Lubrication and Routine Inspections
Scheduled maintenance involves performing specific tasks at predefined intervals, such as cleaning, lubrication, or part replacements.
These routine tasks are designed to prevent minor issues from escalating into major failures.
Lubrication schedules vary depending on the type of equipment and its operating conditions. High-speed machinery requires more frequent lubrication than slower-moving equipment.
Common Lubrication Intervals:
Daily: High-speed bearings, chain drives
Weekly: Conveyor systems, packaging equipment
Monthly: Motors, gearboxes, pumps
Quarterly: Heavy machinery, hydraulic systems
Routine inspections catch problems before they cause breakdowns. Technicians check for unusual noises, vibrations, temperature changes, and visible wear patterns.
Temperature monitoring reveals bearing problems and electrical issues. Vibration analysis detects misalignment and worn components before they fail completely.
Documentation of inspection findings helps track the condition of equipment over time. This data supports decisions about repair timing and replacement planning.
Creating and Implementing a Preventive Maintenance Program
As explained in this blog, a successful preventive maintenance program requires structured planning, proper team training, and continuous performance monitoring.
Manufacturing companies should begin by establishing a clear maintenance schedule, training technicians who understand the equipment's requirements, and implementing a data-driven approach to track effectiveness and make necessary improvements.
Developing a Structured Maintenance Plan
Manufacturing facilities should begin with a comprehensive asset inventory that includes the names, locations, model numbers, and maintenance histories of all equipment.
Critical asset prioritization enables teams to focus resources on equipment that has the greatest impact on safety, production, and downtime costs.
Companies should evaluate each asset using factors like safety impact, production importance, and failure frequency.
A scoring system from 1-5 helps rank equipment objectively.
Maintenance triggers come from three main sources:
Time-based schedules (monthly, quarterly inspections)
Usage-based metrics (operating hours, cycles completed)
Manufacturer recommendations from equipment manuals
Teams need detailed task lists for each maintenance activity. These lists should specify required tools, parts, estimated completion time, and safety procedures.
A computerized maintenance management system like WorkTrek helps automate scheduling and work order generation.
CMMS software can increase PM completion rates by 70% compared to manual tracking methods.
Training Technicians and Managing Teams
Maintenance technicians require specialized training on equipment systems, safety procedures, and digital tools utilized in the preventive maintenance program.
Companies should provide hands-on training for each asset type and maintenance task.
Standardized operating procedures (SOPs) ensure consistent work quality across all team members. Digital checklists and step-by-step guides help technicians complete tasks accurately and consistently.
Illustration: WorkTrek / Quote: montrium
Teams perform better when they understand the importance of preventive maintenance. Training should cover how PM reduces downtime costs and prevents safety incidents.
Mobile maintenance software allows technicians to access procedures, report issues, and update work orders from anywhere in the facility. This improves communication between maintenance staff and operations teams.
Regular skills assessments help identify training gaps. Companies should schedule ongoing education sessions to keep technicians updated on new equipment and techniques.
Tracking and Optimizing Maintenance Performance
Maintenance management systems can provide you with completion rates, equipment downtime, and maintenance costs.
Key metrics include PM completion percentage, mean time between failures, and maintenance cost per asset.
Teams should track which maintenance activities prevent the most failures. This data helps optimize schedules and focus resources on high-impact tasks.
Equipment failure patterns reveal whether maintenance intervals are too frequent or not frequent enough.
CMMS can analyze historical data to suggest adjustments to the schedule.
Performance indicators to monitor include:
Unplanned downtime reduction
Equipment availability rates
Maintenance cost trends
Safety incident frequency
Regular program reviews help identify opportunities for improvement. Manufacturing teams should adjust maintenance schedules based on actual equipment performance rather than relying only on manufacturer recommendations.
Overcoming Challenges in Preventive Maintenance
Like any new initiative, implementing preventive maintenance presents challenges.
These include balancing maintenance costs with production demands, reducing equipment downtime during scheduled maintenance, and maintaining proper inventory levels for spare parts.
Balancing Maintenance Costs and Production Schedules
Rising maintenance costs pose a significant challenge as equipment becomes increasingly complex and aging assets require more intensive attention.
Labor expenses and part replacements can add up quickly without proper planning and an over-reliance on reactive maintenance.
Source: WorkTrek
Manufacturers can control costs by using automated maintenance scheduling tools.
CMMS platforms help track parts usage and reduce waste. These systems also prevent unnecessary maintenance by scheduling work based on the actual condition of the equipment, rather than fixed time intervals.
Production scheduling integration becomes critical for cost control. Teams should coordinate maintenance windows during planned downtime or periods of low demand.
This approach prevents costly equipment downtime that impacts production schedules and delivery commitments.
Performance-based maintenance offers better cost efficiency than time-based schedules. This method triggers maintenance based on runtime hours or cycle counts, rather than calendar dates. It aligns maintenance activities with actual equipment usage patterns.
Minimizing Equipment Downtime During Maintenance
Equipment downtime directly impacts production lines and can halt entire manufacturing operations. Shutting down machines for maintenance leads to lost output, wasted labor hours, and missed deadlines.
Modern technology significantly helps reduce these disruptions.
IoT sensors enable condition-based maintenance by continuously monitoring equipment in real-time. Teams can detect vibration changes, temperature spikes, and pressure drops that indicate potential equipment failures.
Illustration: WorkTrek / Data: IOTMAG
For mature organizations, predictive maintenance extends mean time between failures (MTBF) by identifying issues before they occur.
Scheduling maintenance during off-hours or slow production periods minimizes impact.
Real-time monitoring systems and predictive analytics help identify optimal maintenance windows. This timing strategy ensures that production lines continue to run during peak demand periods.
Managing Inventory and Spare Parts
Managing parts can be a challenge for most organizations.
Organizations that implement proper inventory management can ensure that critical spare parts are available when needed.
Poor inventory control leads to extended downtime when equipment failures occur unexpectedly. Also, overstocking ties up capital and warehouse space unnecessarily.
Just-in-time inventory strategies work well for predictable maintenance items. Teams can order routine parts, such as filters and belts, on a regular schedule.
However, critical components that prevent major equipment failures require higher stock levels.
Digital inventory systems, typically part of a CMMS, track part usage patterns and automatically reorder items. These systems reduce manual errors and prevent stockouts of essential components. They also identify slow-moving inventory that ties up resources.
Maintaining good supplier partnerships enhances parts availability and minimizes inventory investment. Vendors can maintain stock levels for critical components and deliver them quickly when needed. This approach reduces on-site storage requirements while ensuring parts availability.
Conclusion
Preventive maintenance is a strategic investment that transforms manufacturing operations from reactive to proactive.
Manufacturing facilities that implement structured maintenance programs can reduce unplanned downtime by up to 25%, extend equipment lifespan by 15-20%, and save between 12-18% on overall maintenance costs.
Success is not always easy and requires commitment to proper planning, skilled technician training, and leveraging modern tools like WorkTrek CMMS to track performance and optimize schedules. However, facilities that do implement preventive maintenance can improve operations.

Operations & Maintenance
8 Best Practices for Preventive Maintenance in Manufacturing
Key Takeaways
Preventive maintenance reduces equipment failures and extends asset life through regular inspections and scheduled maintenance
Technology solutions like CMMS software help track maintenance schedules, manage inventory, and analyze equipment performance data
Well-trained maintenance teams combined with continuous improvement processes ensure optimal equipment reliability and regulatory compliance
When manufacturing equipment breaks down, it can cost companies thousands of dollars in lost production time and emergency repairs.
Every minute of unplanned downtime affects the bottom line, making equipment reliability crucial for success.
There is a solution.
Preventive maintenance reduces equipment failures by up to 70%, while extending asset life and significantly cutting maintenance costs.
Illustration: WorkTrek / Data: Brightly
Smart manufacturers know that fixing problems before they happen costs much less than dealing with emergency breakdowns.
Implementing an effective maintenance management transforms maintenance from a reactive expense into a strategic advantage.
Build a Preventive Maintenance Foundation
As a maintenance manager, what is the most effective way to establish a preventive maintenance foundation?
The first step is to understand the difference in maintenance types, recognize their benefits, and choose the right approach for manufacturing operations.
Defining Preventive Maintenance in Manufacturing
Preventive maintenance involves scheduled activities performed on equipment, generally based on manufacturer recommendations or usage patterns.
Source: WorkTrek
There are two primary types of preventive maintenance: time-based and usage-based.
Time-based maintenance occurs at regular intervals, such as weekly, monthly, or quarterly.
Usage-based maintenance, on the other hand, occurs after the equipment has run for a specific number of hours or production cycles.
A typical preventive maintenance programs include routine inspections, lubrication, part replacements, and cleaning procedures. These tasks keep machinery running at peak performance levels.
A preventive maintenance best practice is to document all maintenance activities to track equipment history.
With this data, organizations can identify patterns and optimize future maintenance schedules. Proper documentation also supports warranty claims and regulatory compliance requirements.
Benefits of Preventive Maintenance
The benefits of preventive maintenance are clear. PM reduces unplanned downtime by identifying and addressing problems before they cause equipment failures.
Manufacturing that uses preventive maintenance can generally avoid costly production stops that disrupt delivery schedules and customer relationships.
More importantly, PM can extend the lifespan of equipment. Regular maintenance prevents small issues from becoming major repairs that require expensive part replacements or complete equipment overhauls.
Key Financial Benefits:
Lower repair costs
Reduced emergency maintenance expenses
Extended equipment lifespan
Improved energy efficiency
Better warranty protection
Additionally, safety improves significantly with regular maintenance programs. Well-maintained equipment operates within design specifications and reduces workplace accident risks.
This protects workers and minimizes liability concerns.
Quality control also improves with a better maintenance program.
Machines operating properly produce more reliable products with fewer defects. This reduces waste and improves customer satisfaction rates.
Understanding Preventive, Predictive, and Corrective Maintenance
Aside from preventive maintenance, manufacturing maintenance programs incorporate other approaches, including predictive and corrective maintenance.
Preventive maintenance
Follows predetermined schedules regardless of equipment condition. Teams perform tasks like filter changes, belt adjustments, and calibration checks at regular intervals.
Predictive maintenance
Uses sensor data and condition monitoring to determine optimal maintenance timing. Vibration analysis, thermal imaging, and oil analysis identify problems before they cause failures.
Illustration: WorkTrek / Data: EasyMaint
Corrective maintenance
Also called reactive maintenance, addresses equipment issues after they occur, but before complete failure.
This reactive approach is more costly than preventive methods, but it may sometimes become necessary.
Source: WorkTrek
Ideal Breakdown
Manufacturers typically allocate 60-70% of their maintenance activities to preventive maintenance, 20-30% to predictive maintenance, and reserve 10-20% for corrective maintenance. This balance optimizes costs while maintaining reliable operations.
The main driver of which method you choose depends on the equipment's criticality and the consequences of failure.
When it comes to critical production equipment, focus on more intensive preventive and predictive approaches than support systems.
Creating a Comprehensive Maintenance Program
Like any important initiative, a successful maintenance program requires careful planning of activities.
This includes creating well-structured schedules with a detailed PM checklist and maintenance intervals that match each asset's importance to operations.
Planning and Scheduling Maintenance Activities
Maintenance planning starts with creating an asset list.
That list should include critical details like manufacturer, model, location, and current condition.
This foundation enables maintenance teams to identify which equipment requires attention and when.
Key Planning Elements:
Asset identification and categorization, including barcoding
Resource allocation for labor and materials
Time estimation for each maintenance task
Safety requirements and procedures
The goal of maintenance scheduling is to coordinate these planned activities with production demands.
Teams must balance equipment availability with operational needs to minimize disruption.
Production schedules drive timing decisions. Maintenance windows are normally set during planned downtime, shift changes, or periods of low production.
Scheduling Considerations:
Equipment availability windows
Technician skill levels and availability
Parts and materials procurement lead times
Emergency maintenance buffer time
Developing Maintenance Schedules and Checklists
Maintenance schedules define when routine maintenance is scheduled to occur. This is typically based on specific time intervals or equipment usage.
For example, time-based schedules use daily, weekly, monthly, or annual intervals. On the other hand, usage-based schedules track runtime hours or production cycles.
Typical Schedule Types:
Daily: Visual inspections, fluid level checks
Weekly: Lubrication, basic cleaning
Monthly: Filter changes, belt inspections
Quarterly: Detailed inspections, calibrations
Annual: Major overhauls, compliance testing
Source: WorkTrek
PM checklists ensure consistent execution of scheduled maintenance. Checklists can be designed to break down complex procedures into simple, systematic steps that technicians can follow.
Ideally, checklists include specific measurements, acceptable ranges, and clear pass/fail criteria. They also document safety procedures and required tools for each task.
Digital checklists in CMMS platforms, such as WorkTrek, reduce errors and improve data collection.
Technicians can record findings, attach photos, and flag issues immediately and upload them during routine inspections.
Determining Maintenance Interval
The criticality of assets determines the frequency of maintenance.
Critical assets receive more frequent attention because their failure has a significant impact on production.
Criticality Assessment Factors:
Production impact if equipment fails
Safety risks associated with failure
Repair costs versus replacement costs
Availability of backup equipment
Highly critical assets require shorter maintenance intervals and more detailed inspections. These machines often have redundant maintenance tasks and multiple inspection points to catch problems early.
Medium-criticality equipment follows standard manufacturer recommendations for maintenance intervals. Maintenance teams adjust timing based on operating conditions and maintenance history.
Low-criticality assets may be subject to extended intervals, reactive maintenance, or run-to-failure strategies.
Source: WorkTrek
The cost of preventive maintenance must not exceed replacement costs for these items.
Interval Adjustment Triggers:
Repeated failures between scheduled maintenance
Operating conditions are harsher than design specifications
Asset performance is declining despite maintenance
Changes in production demands or criticality level
Maintenance teams should regularly review and adjust intervals based on asset performance data and maintenance records. This iterative process ensures that maintenance programs remain cost-effective while protecting critical operations.
Leveraging Technology and CMMS Solutions
To successfully implement preventive maintenance, you need a CMMS like Worktrek.
CMMS can optimize equipment tracking and performance, automate scheduling, and predict failures before they occur.
These solutions reduce downtime, cut costs, and enhance the efficiency of maintenance teams across manufacturing facilities.
Implementing a Computerized Maintenance Management System (CMMS)
CMMS serves as the central hub for all maintenance operations. The software manages work orders, tracks inventory, and automatically schedules preventive maintenance tasks.
Involving the entire organization ensures a successful implementation of CMMS. Management buy-in and technician training are essential for adoption.
Key CMMS features include:
Work order management and approval workflows
Source: WorkTrek
Asset tracking with maintenance history
Inventory management and parts ordering
Labor tracking and cost analysis
Source: WorkTrek
With mobile capabilities, technicians can access the system from anywhere on the factory floor. They can update work orders, request parts, and view equipment information in real-time.
Benefits of CMMS and Reporting
Implementing a CMMS can eliminate paper-based maintenance records and provide instant access to equipment data.
Maintenance teams can monitor asset performance, track repair costs, and identify maintenance trends through automated reporting.
Digital systems provide:
Real-time equipment status updates
Maintenance cost tracking by asset
Compliance documentation storage
Performance metrics and KPIs
Real-time asset tracking helps maintenance teams monitor hundreds of machines simultaneously.
Source: WorkTrek
With this level of visibility, organizations can reduce equipment failures and optimize maintenance schedules.
Custom dashboards track metrics that matter most to manufacturing operations. Mean time between failures (MTBF) and mean time to repair (MTTR) become measurable and manageable.
Digital reporting reduces the time spent on administrative tasks associated with paperwork. Technicians focus more time on actual maintenance tasks rather than documentation.
Utilizing Sensors and Predictive Analytics
By deploying IoT sensors, organizations can create continuous monitoring of equipment. This is called condition-based maintenance, where repair is only done when sensors detect a data anomaly.
This data feeds into analytics systems that predict when maintenance will be needed.
Sensors used for condition-based maintenance include:
Motor vibration levels
Bearing temperatures
Hydraulic pressure readings
Belt tension measurements
This data is then fed into predictive maintenance algorithms that analyze sensor data to identify patterns that indicate impending failures.
The system alerts maintenance teams days or weeks in advance of equipment breakdown.
With predictive maintenance, maintenance teams can prevent unexpected downtime and reduce emergency repair costs.
Predictive Maintenance Analytics help optimize:
Parts inventory levels
Maintenance staff scheduling
Equipment replacement timing
Energy consumption patterns
The combination of sensors and CMMS software enables a comprehensive predictive maintenance program that optimizes equipment reliability.
Building and Training Maintenance Teams
You cannot have a strong maintenance team without clear role definitions, ongoing skill development, and open communication channels.
These elements form the foundation for successful preventive maintenance programs, which can lead to a more efficient organization.
Defining Roles and Responsibilities
Clear job descriptions prevent confusion and ensure all maintenance work gets completed properly. Each team member needs to understand their specific duties and how they fit into the larger operation.
Key maintenance team roles include:
Source: WorkTrek
Facilities managers should start establishing accountability measures for each position. This includes setting performance expectations and defining decision-making authority.
Regular performance reviews help identify gaps in coverage. Teams should document who is responsible for handling emergency repairs versus routine maintenance tasks.
Cross-training selected team members creates backup coverage for critical roles. This approach prevents work delays when key personnel are unavailable.
Improving WorkForce Skills Through Training
Creating and implementing a comprehensive maintenance training program equips workers with the technical and safety skills necessary to perform their job effectively.
Training investments directly impact the quality of maintenance and worker confidence.
For new employees, you need to create a structured onboarding that covers equipment-specific procedures.
This includes hands-on practice with actual machinery under supervision.
Continued Workshops and Training
Regular workshops and refresher courses keep maintenance teams updated on the latest techniques and safety protocols.
Without this training, maintenance teams may struggle to keep pace with the evolving technology.
Skills assessments identify individual training needs. Some technicians may require electrical training, while others need knowledge of hydraulics.
Certification programs validate worker competencies. These credentials ensure team members can handle complex maintenance work safely and effectively.
Don't forget to budget for both internal training and external courses.
Improving Communication and Collaboration
Creating a culture of open communication can prevent maintenance issues from escalating into major problems.
Maintenance teams need reliable methods to share information about equipment conditions and repair needs.
Daily briefings and standups keep everyone informed about priority work and safety concerns. These short meetings coordinate activities and prevent scheduling conflicts.
Digital communication tools, such as a CMMS platform, enable real-time updates on equipment status. Mobile apps allow technicians to report issues immediately from the field.
Cross-departmental collaboration improves maintenance planning. Production teams can provide valuable insights about equipment performance patterns.
Feedback mechanisms and performance reviews create ongoing dialogue between workers and management.
This fosters a culture of accountability and continuous improvement.
Creating documentation standards and standard operating procedures (SOPs) can create standards that can ensure knowledge gets shared across the team.
With Proper record-keeping, teams learn from past maintenance experiences and avoid repeated problems.
Tips to Optimize Maintenance Operations
What are some tips that manufacturing facilities can use to optimize operations, reduce downtimes, and control costs?
Preventive Maintenance Scheduling and Planning
Unplanned downtime costs manufacturers an average of $50,000 per hour across industries.
Preventive maintenance technologies help detect equipment failures before they occur, reducing unexpected breakdowns by 30-50%.
How can you improve equipment reliability? Start with regular inspection, preventive maintenance schedules, and condition monitoring.
Key reliability strategies include:
Daily operator inspections for visual signs of wear
Weekly lubrication checks on critical equipment
Monthly vibration monitoring on rotating machinery
Quarterly thermal imaging of electrical systems
Another matrix to consider is Overall Equipment Effectiveness (OEE). OEE measures availability, performance, and quality metrics.
World-class facilities achieve OEE scores of 85% or higher. Most manufacturing plants operate at an OEE of between 60-65%.
Implementing real-time monitoring with IoT sensors can alert maintenance teams when equipment parameters exceed normal ranges. This enables organizations to respond promptly before minor issues escalate into major failures.
Reduce Maintenance Costs
Maintenance costs typically represent 15-40% of total production costs in manufacturing.
Preventive maintenance optimization reduces long-term expenses despite requiring an initial investment.
Spare parts inventory management prevents overstocking and keeps critical components available.
Another approach is ABC analysis, which categorizes parts by importance and usage frequency.
Source: WorkTrek
Labor optimization focuses maintenance efforts on equipment that has the greatest impact on production. Critical machinery receives priority scheduling and skilled technician assignments.
Planned maintenance costs 3-5 times less than emergency repairs, by reducing both parts and labor costs.
Organizations save money by scheduling work during planned downtime rather than responding to failures.
Measure with Lean Manufacturing and Six Sigma
Lean manufacturing principles are shown to reduce waste in maintenance operations.
It accomplishes that through standardized procedures and visual management systems. These principles incorporate lean tools like 5S workplace organization.
Six Sigma methodologies reduce variation in the maintenance process through data-driven decision-making. DMAIC (Define, Measure, Analyze, Improve, Control) helps identify root causes of recurring equipment problems.
Lean maintenance tools include:
5S organization for tool and parts storage
Visual controls showing equipment status
Standard work procedures for common tasks
Continuous improvement through employee suggestions
Six Sigma projects focus on addressing specific maintenance challenges with clearly defined, measurable goals. Teams analyze failure patterns to prevent future occurrences rather than just fixing problems.
Performance metrics track improvement over time. Mean time between failures (MTBF) and mean time to repair (MTTR) provide clear benchmarks for operational efficiency gains.
Driving Continuous Improvement and Regulatory Compliance
A successful preventive maintenance program requires ongoing analysis of performance data to identify opportunities for optimization.
Manufacturing facilities should maintain strict adherence to safety standards while building sustainable processes that deliver consistent results over time.
Leveraging Data and Analytics
Performance Metrics drive meaningful change in maintenance operations.
Key indicators to track include equipment downtime, mean time between failures, and maintenance cost per unit of production.
Teams should track these metrics monthly. Compare current performance with historical data to identify trends and areas for improvement.
Data Collection Systems capture real-time information from equipment sensors and maintenance activities.
Modern CMMS platforms, such as WorkTrek, store this data automatically and generate actionable reports.
Manufacturing teams can boost maintenance efficiency by analyzing patterns in equipment performance. This helps predict when components will fail before they break down.
Root Cause Analysis identifies the reasons why problems occur repeatedly. Document each failure mode and its underlying causes to prevent similar issues.
Regular data review meetings enable maintenance teams to adjust their schedules and procedures. Focus on equipment that generates the highest downtime costs first.
Safety and Regulatory Standards
Industry Compliance requires that maintenance organizations follow specific maintenance protocols for different types of equipment.
For instance, food processing facilities must meet FDA standards while chemical plants follow EPA guidelines.
Source: WorkTrek
Document all maintenance activities to prove compliance during inspections. Keep detailed records of who performed the work, when it occurred, and the procedures used.
Safety Protocols protect workers during maintenance tasks. Lockout/tagout procedures prevent accidental equipment startup during maintenance and repair operations.
Personal protective equipment requirements vary depending on the task type. Establish clear guidelines for when workers need respirators, safety glasses, or other protective gear.
Training Requirements ensure technicians understand both safety procedures and regulatory standards. Schedule regular refresher courses to keep skills current.
How to Sustain Long-Term Maintenance Success?
Clear resource planning ensures adequate staffing and budget allocation for ongoing maintenance activities. Plan and budget for equipment upgrades and replacement cycles in advance.
Cross-train multiple technicians on critical equipment. This prevents maintenance delays when key personnel are unavailable.
Standardize your processes to create consistent results across different shifts and technicians.
Develop detailed preventive maintenance checklists for each maintenance task.
Continuous Feedback from operators and maintenance staff reveals opportunities for improvement. Schedule quarterly reviews to discuss what is working well and what needs adjustment.
Track the financial impact of maintenance improvements. Calculate how reduced downtime and lower repair costs contribute to overall profitability.
Conclusion
Preventive maintenance is transformational for manufacturing operations. By implementing the eight best practices outlined in this guide, facilities can reduce equipment failures by up to 70%, extend asset lifespans, and significantly lower maintenance costs.
However, success requires three essential elements: a well-structured maintenance program with optimized schedules, modern CMMS technology that enables data-driven decisions, and skilled maintenance teams committed to continuous improvement.
When combined with proper planning, regular training, and adherence to safety standards, these practices create a sustainable competitive advantage.

Operations & Maintenance
What Is Maintenance Management Software?
Key Takeaways:
Maintenance management software centralizes work orders, preventive maintenance, and asset data.
66% of organizations use CMMS to increase reliability, reduce downtime, and improve visibility into maintenance work.
Only 22% of maintenance professionals currently use EAM systems.
Compliance can rise from 50% to 99% with automated maintenance schedules and centralized documentation.
Is your maintenance team still drowning in spreadsheets and sticky notes?
Missed PMs, unexpected breakdowns, and confusing work orders are signs of a system that has outgrown manual methods.
Maintenance management software brings clarity, control, and measurable cost savings.
In this article, we will explore what it is, why it matters, the types of tools available, and how real companies benefit from maintenance management software.
What Is Maintenance Management Software?
Maintenance management software is a digital system that helps organizations plan, monitor, and optimize their maintenance activities.
At its core, it replaces paper records and spreadsheets with a centralized platform where all maintenance data is stored, updated, and accessible in real time.
Source: WorkTrek
The software typically includes tools for:
Scheduling and tracking work orders
Planning preventive maintenance tasks
Monitoring asset performance
Managing spare parts and inventory
Generating reports and KPIs for better decision-making
The use of maintenance management software is growing rapidly.
According to Market Growth Reports, the global market is projected to exceed $1 billion by 2033, with a compound annual growth rate of more than 6%.
Source: Market Growth Reports
Much of this growth comes from organizations moving away from manual processes and siloed spreadsheets toward cloud-based, mobile platforms.
More than 64% of new deployments now take place in the cloud.
This enables easier scaling, integration with other business systems, and mobile access for technicians in the field.
Illustration: WorkTrek / Data: Market Growth Reports
The broader adoption of digital technologies also influences the expansion.
Many companies are combining maintenance management software with IoT sensors, predictive analytics, and artificial intelligence to create more automated and data-driven operations.
These tools support the shift away from reactive maintenance, which has become too costly and unsustainable.
The 2024 State of Industrial Maintenance report by MaintainX reveals that 87% of surveyed facilities are currently utilizing scheduled preventive maintenance, underscoring the widespread adoption of this approach.
Illustration: WorkTrek / Data: MaintainX
Industries leading the adoption include manufacturing, logistics, energy, public infrastructure, and healthcare, where asset reliability, safety, and regulatory compliance are especially critical.
Types of Maintenance Management Software
There is no one single model of maintenance management software.
Organizations adopt different solutions depending on the size of their operations, the complexity of their assets, and their strategic objectives.
Broadly, these tools fall into three categories: Work order management software, CMMS, and EAM platforms.
Let’s explore each one of these in more depth.
Work Order Management Software
Work order management software is the simplest solution.
With it, maintenance teams can create, assign, and track work orders, giving them a structured way to manage tasks.
Staff can submit work requests, which are then converted into work orders.
You can attach checklists, photos, and other necessary documents to work orders, assign them to technicians, and monitor progress in real time.
Source: WorkTrek
For smaller facilities, this provides much-needed work organization without the cost or complexity of more comprehensive platforms.
However, many work order solutions now include advanced features, such as automatically generating follow-up orders for flagged inspections or incomplete jobs.
Source: WorkTrek
Some also allow multiple assets to be linked to a single work order, which simplifies complex tasks that involve related equipment.
Source: eMaint
These capabilities are especially useful for teams managing equipment clusters or multi-step maintenance activities.
Computerized Maintenance Management Systems (CMMS)
CMMS usually has all of the capabilities of work order management software.
It then builds on this foundation by adding a wider set of features, including:
Preventive maintenance scheduling
Asset tracking
Inventory and spare parts management
Task management
Reporting and dashboards
Mobile access for technicians
One of the most important features is preventive maintenance scheduling.
However, instead of relying only on simple calendar-based intervals, CMMS supports task scheduling based on criteria such as usage hours, production cycles, or meter readings.
Source: WorkTrek
This way, equipment receives maintenance based on its actual condition, rather than arbitrary dates.
Ultimately, this reduces unnecessary interventions while protecting critical assets from premature failure.
CMMS also provides detailed asset tracking.
Every piece of equipment has a complete maintenance history, including past work orders, inspections, and replacements.
Our CMMS WorkTrek, for example, combines all these capabilities with additional functions.
Invoices can be created directly from work orders, covering services, labor, parts, and other related expenses.
Predefined price markups, discounts, and tax rates can be applied to ensure consistency and compliance.
Source: WorkTrek
Other features include QR codes that provide instant access to asset histories and interactive floor plans that help technicians locate equipment quickly.
Source: WorkTrek
According to the State of Maintenance Report 2024 by UpKeep, 66% of organizations already use CMMS to increase reliability, reduce downtime, and gain greater visibility into operations.
Enterprise Asset Management (EAM) Systems
Enterprise Asset Management (EAM) solutions go beyond CMMS by covering the full asset lifecycle, from acquisition to retirement.
They integrate with ERP, HR, and SCADA systems, and support financial planning, depreciation tracking, contract and warranty management, as well as regulatory compliance.
These expanded capabilities are reflected in higher costs, making EAM more suited to large organizations with complex asset portfolios and strict compliance obligations.
Despite its scope, EAM adoption has declined in recent years.
A survey by the Institution of Mechanical Engineers found that only 22% of maintenance professionals currently use EAM systems, down from 39% the previous year.
Illustration: WorkTrek / Data: Institution of Mechanical Engineers
One likely reason is that CMMS platforms have matured into purpose-built solutions that often provide stronger maintenance-focused features at a more accessible cost.
Key Benefits of Using Maintenance Management Software
Adopting maintenance management software has measurable effects on cost, performance, compliance, and team efficiency.
Faster Work Order Resolution
One of the most immediate impacts of maintenance management software is the speed at which work orders are completed.
In manual systems, requests arrive through emails, phone calls, or sticky notes.
Prioritization is unclear, updates are difficult to track, and tasks are often delayed or lost.
This is both inconvenient and expensive.
Unplanned downtime costs manufacturers an average of $125,000 per hour, with costs rising much higher in highly automated or safety-critical industries.
Illustration: WorkTrek / Data: ABB
Therefore, every hour saved in resolving work orders directly protects the bottom line.
With a centralized system, managers can:
Triage incoming requests
Assign them to technicians based on expertise or availability
Ensure each task includes the necessary documentation (e.g., procedures, asset history, and safety notes)
This is precisely what the facilities division in Dallas, Oregon, did.
They reduced average turnaround times from several weeks to just a few days after adopting maintenance software.
Facility foreman Matt Butler explained:
“Now, I can triage work requests on a city-wide level and get things scheduled like a doctor’s office.”
Research further supports these outcomes.
The State of Industrial Maintenance Report cited earlier found that shifting from a fully reactive maintenance program to even a partially preventive one reduces unplanned downtime by 32% and improves work order completion rates by 53%.
Illustration: WorkTrek / Data: MaintainX
Software plays a central role in this, as preventive maintenance schedules are almost impossible to manage effectively with manual systems.
Lower Maintenance Costs
Reactive maintenance is expensive:
Emergency part orders, overtime labor, and repeated breakdowns often consume large portions of maintenance budgets.
For heavy industrial gearboxes, for example, a single catastrophic failure can cost between $10,000 and $100,000 in repairs, with full replacements exceeding $150,000.
Preventive maintenance programs supported by CMMS platforms can significantly reduce the risk of such events.
Moreover, software enables accurate inventory tracking and efficient labor allocation.
Managers can monitor stock levels to avoid unnecessary purchases and reduce reliance on emergency callouts.
Put all of it together, and the financial impact of preventive maintenance is clear as day.
Zach Williams, Engineering Manager at Kito Crosby Australia, a custom hoists and lifting solutions supplier, summarizes:
Illustration: WorkTrek / Quote: Manufacturers’ Monthly
Real-world examples confirm the savings, too.
Amalgamated Dairies Limited (ADL), a Canadian dairy processor managing 400 assets across six facilities, achieved significant cost reductions after adopting maintenance software.
By centralizing inventory, assigning labor directly to assets, and monitoring usage, ADL streamlined operations and cut excess costs.
Maintenance Supervisor Thomas Crowell explains:
Illustration: WorkTrek / Quote: eMaint
These cases demonstrate how software helps organizations move away from firefighting and toward a proactive model where every dollar spent on labor, parts, and services is optimized.
Increased Regulatory Compliance
In industries like manufacturing, utilities, food production, or pharmaceuticals, staying compliant is legally and operationally essential.
Equipment must be maintained according to strict schedules, safety-critical tasks must be thoroughly documented, and audits can occur at any time.
Without a centralized system, teams risk missing inspections, overlooking documentation, or losing track of regulatory requirements.
The consequences can include fines, legal liability, or even operational shutdowns.
Maintenance management software reduces this risk by automating compliance processes.
Preventive maintenance schedules can be programmed to recur at required intervals, while notifications alert teams well in advance of upcoming inspections or calibrations.
The Futamura facility in Kansas, a leading producer of cellulose packaging film, adopted software precisely for this reason.
Engineering and maintenance manager Paul Whitham explains:
"We have lab equipment that needs to be calibrated to a set standard. We've set those assets up in (software)… this system indicates calibration is needed 30 days and 60 days in advance. As the due date approaches, technicians receive a notification and complete the job. That all feeds into a dashboard that tells us our compliance rate."
This approach to calibration (and other preventive maintenance tasks) led to increased compliance.
Before implementing maintenance management software, the plant’s on-time preventive maintenance completion rate was only 50%.
After the system was deployed, compliance surged to 99%.
Illustration: WorkTrek / Data: eMaint
Besides enabling preventive maintenance and ensuring tasks are done on time, maintenance management software stores documentation such as calibration certificates, repair logs, and technician notes in a single, accessible location.
Source: WorkTrek
This ensures that all compliance-related evidence is readily available when needed, creating transparency and accountability across the organization.
Increased Team Communication
Maintenance involves many moving parts: multiple technicians, overlapping schedules, different asset types, and urgent requests coming from across the organization.
Without a centralized system, instructions can get lost, status updates go unreported, and teams waste time checking in or waiting for answers.
Maintenance software, especially CMMS, brings everyone on the same page.
In fact, the aforementioned report by UpKeep reveals that for 28% of professionals, improved communication is the top benefit of using a CMMS.
Illustration: WorkTrek / Data: UpKeep
It’s easy to see why.
A CMMS consolidates communication within work orders, dashboards, and mobile applications.
Each work order can contain all the necessary information from the start, including locations, procedures, manuals, photos, and safety checklists.
In a CMMS like WorkTrek, technicians can update progress in real-time, attach notes or images, and even communicate directly through the platform—all from their phones.
Source: WorkTrek
There is no need for back-and-forth phone calls or fragmented email chains.
Moreover, WorkTrek’s work request management feature enables anyone in the organization to report issues through a web portal or branded mobile app.
Staff can describe the problem, attach photos, and submit requests instantly, ensuring maintenance teams receive clear, actionable information without delays.
Source: WorkTrek
Improved communication has both operational and cultural benefits.
Teams feel more connected, managers have visibility into task progress, and cross-departmental requests are handled with less friction.
The result is a more collaborative environment where information flows seamlessly, supporting the broader goal of efficient, reliable maintenance.
How to Choose the Right Maintenance Management Software
Choosing the right maintenance management software depends on the size of your operations, the complexity of your assets, and your industry’s specific requirements.
In other words, what works for a small facility will not meet the needs of a manufacturer with hundreds of machines across multiple sites.
To make the differences clearer, we created a comparison table that highlights which type of solution fits best under different conditions:
FactorWork order management softwareCMMSEAM platformBest forSmall teams, single facilitiesMedium–large organizations with many assetsLarge enterprises with complex asset portfoliosCore focusTracking and assigning work ordersPreventive maintenance, asset history, inventory, and reportingFull asset lifecycle (planning, acquisition, maintenance, disposal)Industry fitGeneral facilities, schools, and officesManufacturing, logistics, healthcare, utilitiesHeavily regulated industries (pharma, energy, aviation)Deployment preferenceUsually cloud-based, quick setupCloud or on-premise, scalableOften integrated with ERP/SCADA, usually enterprise IT-managedCompliance needsBasic tracking and documentationReporting, audit trails, KPI dashboardsAdvanced compliance, warranty, and contract managementEase of useSimple, minimal trainingBalanced between usability and depthMore complex, requires training and change managementCost levelLowModerateHigh
This table is not a checklist, but a starting point.
The best choice is the one that balances features with usability, scales with your operations, and fits seamlessly into your existing workflows.
Conclusion
Dallas facilities division, Amalgamated Dairies Limited, and Futamura have seen how maintenance management software changes the daily rhythm of maintenance work.
Work orders get resolved faster, preventive maintenance keeps assets running reliably, and communication flows smoothly across teams.
Technicians spend less time tracking down information and more time focusing on actual repairs and improvements.
When the system fits your operations and your team actually uses it, maintenance stops being a constant firefight and becomes a predictable, manageable part of your business.
So, if you haven’t already, now is the time for you to adopt maintenance management software, too!

Operations & Maintenance
8 Key Elements of Preventive Maintenance in Manufacturing
Key Takeaways
Clear maintenance goals and structured scheduling form the foundation of effective preventive maintenance programs
Technology integration and proper team assignments maximize the efficiency and accuracy of maintenance activities
Continuous performance tracking and safety protocols ensure long-term success and equipment reliability
Manufacturing facilities lose millions of dollars each year due to unexpected equipment breakdowns and unplanned downtime.
What is the most effective way to minimize downtime? Implement a preventative maintenance program.
There is a roadmap for implementing preventive maintenance and reducing downtime. This article highlights the eight key elements of preventive maintenance, which provide a framework that helps manufacturers reduce equipment failures by up to 70%.
Illustration: WorkTrek / Data: PMC
When implemented correctly, these eight elements create a comprehensive process that addresses everything from equipment prioritization to performance tracking.
Manufacturers who master these fundamentals often see significant improvements in equipment reliability, worker safety, and operational efficiency within the first year of implementation.
What is Preventive Maintenance in Manufacturing?
Preventive maintenance involves scheduled inspections and repairs to keep equipment running before problems occur. This approach prevents unexpected breakdowns and extends machine life compared to waiting for equipment to fail.
What Is Preventive Maintenance?
Preventive maintenance is a proactive approach that involves regular, planned maintenance of machines and equipment to avoid unexpected failures.
In manufacturing facilities, preventive maintenance is used to inspect, clean, lubricate, and replace parts according to a predetermined schedule.
There are four main types of preventive maintenance: time-based, usage-based, condition-based, and predictive maintenance.
Four Main Types of Maintenance
Time-Based Maintenance
This is when maintenance activities are performed based on predetermined time intervals, such as weekly, monthly, or annually. These maintenance activities are performed regardless of the equipment's actual condition. Examples include changing HVAC filters every three months or conducting monthly safety inspections.
Source: WorkTrek
Usage-Based Maintenance
Maintenance is only triggered based on equipment usage metrics like operating hours, cycles completed, or miles traveled. For instance, changing a vehicle's oil every 5,000 miles or replacing a printer's parts after 100,000 pages printed.
Condition-Based Maintenance
This approach uses real-time monitoring of equipment condition indicators to determine when maintenance is needed. Maintenance is performed only when specific indicators indicate a decrease in performance or a potential upcoming failure. Examples include vibration analysis on rotating equipment or thermal imaging to detect hot spots.
Predictive Maintenance
The most advanced form uses data analytics, machine learning, and IoT sensors to predict when equipment failure is likely to occur. This allows maintenance to be scheduled just before failure is expected, optimizing both equipment uptime and maintenance costs.
The Role of Preventive Maintenance in Manufacturing Productivity
It is not a mystery that well-maintained equipment operates optimally. This empowers production teams to focus on meeting goals without interruptions.
With machines operating with consistent performance, maintenance organizations can enhance product quality and decrease defects.
Improved Production Scheduling
Illustration: WorkTrek / Data: Prometheus Group
Production scheduling and output become more reliable when equipment failures are rare. Manufacturers can make delivery commitments with confidence. Customer satisfaction improves when orders ship on time.
Increased Labor Efficiency and Work Schedules
You can increase labor efficiency by allocating maintenance teams to productive tasks instead of emergency repairs.
It will also be easier for maintenance teams to plan their work schedules in accordance with production needs. This level of coordination prevents conflicts between maintenance and production activities.
Improved Quality
Quality control greatly benefits from stable equipment performance. Machines that run within specifications produce consistent results. This reduces waste and rework costs while improving customer satisfaction.
Improved Energy Efficiency
Energy efficiency often improves with proper maintenance and can lead to reduced power bills.
For example, clean, well-lubricated equipment typically consumes less power. This reduces operating costs and supports sustainability goals.
Element 1: Establish Clear Maintenance Goals and Strategies
The first step in the process is to specify maintenance goals that directly support business objectives.
Align Maintenance Goals with Business Objectives
Manufacturing maintenance goals must align directly with company priorities, such as production targets, quality standards, and profit margins.
When maintenance teams understand how routine maintenance tasks impact the bottom line, they make more informed decisions about resource allocation.
For example, some common business-aligned maintenance goals should include reducing unplanned downtime by 25%, cutting maintenance costs per unit produced, or improving equipment availability to 95%.
These goals should be specific, time-bound, and closely tracked via KPI's.
Production-focused goals
Targets Overall Equipment Effectiveness (OEE) improvements. An OEE increase from 75% to 85% directly translates to higher output, thereby reducing the need for additional equipment investment.
Cost-focused goals
Downtime costs money, and transitioning from reactive to preventive maintenance should result in reduced maintenance costs. A common goal would be for companies to aim for 80% planned maintenance and 20% reactive work, which would help reduce maintenance costs.
Quality-focused goals
As the old Ford commercial used to say: Quality is Job 1. Start by linking equipment performance to product defects. Maintaining calibration schedules and precision equipment has a direct impact on product quality metrics.
Setting and Measuring Key Performance Indicators
Manufacturing maintenance requires specific KPIs to measure success and drive continuous improvement.
With the right metrics, teams identify problems early and optimize their maintenance strategy.
Equipment-focused KPIs include Mean Time Between Failures (MTBF), Mean Time to Repair (MTTR), and Overall Equipment Effectiveness (OEE).
These metrics directly measure the effectiveness of the maintenance program.
Cost-focused KPIs
Tracks maintenance cost per unit produced, emergency repair frequency, and labor efficiency. These help control spending while maintaining performance.
Source: WorkTrek
Schedule compliance
Measures how often planned maintenance happens on time. High compliance rates typically exceed 90% for effective programs.
Regular KPI reviews enable continuous improvement by identifying trends and problem areas. Monthly reviews allow teams to to adjust their strategies and resource allocation based on actual performance data.
Element 2: Asset Inventory and Critical Equipment Prioritization
Begin by documenting all equipment and systems in detail to ensure optimal operations.
Creating and Maintaining an Asset Inventory
An asset inventory is the starting block of a robust preventive maintenance plan.
It is a process that can help you create a comprehensive list of all equipment and machinery for your facility.
Source: WorkTrek
Essential Information to Document:
Equipment identification numbers and serial numbers
Manufacturer details and model specifications
Installation dates and warranty information
Location within the facility
Operating specifications and capacity ratings
Maintenance teams must update the inventory regularly to reflect equipment additions, modifications, and retirements. Digital asset management systems streamline this process by allowing real-time updates and centralized data storage.
Accurate documentation prevents equipment from being overlooked during maintenance planning. It also helps maintenance personnel quickly locate equipment specifications and historical data when problems arise.
Criticality Analysis for Equipment
Criticality analysis evaluates how equipment failures impact organizational performance to systematically rank plant assets for work prioritization and reliability improvement initiatives. This process enables manufacturers to focus their resources on the most critical equipment.
Key Factors in Criticality Assessment:
Impact on production output and quality
Safety risks to personnel
Cost of equipment failure and replacement
Availability of backup systems or redundancy
Regulatory compliance requirements
Criticality scores are numerical values assigned to assets based on specific criteria that reflect their importance to the organization.
Higher scores generally indicate critical equipment that requires more frequent maintenance and faster response times.
Asset Hierarchy and Classification
Asset hierarchy organizes equipment into logical groups based on function, location, or production line. This structure helps maintenance teams understand the relationships and dependencies among equipment.
Common Classification Levels:
Site or Facility Level - Main production location
Area or Department Level - Specific production areas
System Level - Related equipment groups
Equipment Level - Individual machines
Component Level - Parts within machines
Classification systems should align with the facility's organizational structure and production processes.
Source: WorkTrek
Many manufacturers use equipment codes that indicate location, function, and criticality level.
This hierarchy enables maintenance teams to plan work more effectively.
When critical equipment requires maintenance, teams can identify dependent systems that may be affected during the work.
Asset reliability improves when maintenance teams understand how individual components contribute to overall system performance.
Proper classification also facilitates effective spare parts management and efficient maintenance scheduling.
Element 3: Develop a Structured Preventive Maintenance Schedule
Without a well-structured maintenance schedule, implementing a comprehensive preventive maintenance program will be very difficult.
With a preventive maintenance schedule, you can set up a structured plan that occurs at regular intervals, rather than waiting for breakdowns.
Types of Preventive Maintenance Scheduling Methods
There are four popular preventive maintenance scheduling methods:
Calendar-based scheduling
This approach assigns maintenance tasks to specific dates, regardless of equipment usage. Monthly inspections and quarterly overhauls follow a calendar-based scheduling approach. This method works well for equipment that runs consistently.
Source: WorkTrek
Usage-based scheduling
Triggers maintenance based on predetermined operating hours or production cycles. For instance, a machine might require service every 500 operating hours or after 10,000 units have been produced.
Condition-based scheduling
Uses real-time monitoring data to determine maintenance timing. Sensors track vibration, temperature, and other indicators, which can then trigger a scheduling event. This happens when the values exceed normal ranges.
Hybrid scheduling
Combines multiple methods for comprehensive coverage. Critical equipment may utilize both time-based inspections and condition monitoring to achieve maximum reliability.
Time-Based and Usage-Based Scheduling
As described earlier in this blog, time-based maintenance schedules tasks according to calendar intervals, such as weekly, monthly, or annually.
The goal is to provide predictable maintenance windows that align with production schedules. This approach can ensure a consistent maintenance intervals.
Advantages of time-based scheduling:
Simple to plan and manage
Consistent maintenance intervals
Easy integration with production calendars
Predictable resource requirements
Usage-based scheduling benefits:
More accurate maintenance timing
Prevents over-maintenance of lightly used equipment
Accounts for varying production demands
Better alignment with actual wear patterns
Manufacturing facilities often combine both approaches, leading to a hybrid approach.
For example, emergency generators might receive monthly inspections (time-based) plus service every 100 operating hours (usage-based).
Floating Versus Fixed Schedules
Unlike usage- or time-based maintenance, fixed preventive maintenance schedules establish specific dates for maintenance tasks that cannot be altered.
Monthly inspections, which are part of a preventive maintenance process, are designed to happen on the same date each month, regardless of other factors.
One benefit of fixed schedules is that they provide structure and predictability.
Maintenance teams are aware of exactly when tasks will occur and can follow well-established preventive maintenance checklists.
The biggest benefit is that production lines can plan around these predetermined windows.
Floating preventive maintenance schedules, on the other hand, are adjusted based on equipment condition and operational needs.
Tasks can shift within acceptable timeframes, and most importantly, can be performed without compromising the reliability of critical equipment.
Fixed schedule characteristics:
Rigid timing requirements
Consistent planning periods
Clear accountability
Potential for unnecessary maintenance
Floating schedule features:
Flexible timing windows
Condition-driven adjustments
Optimized resource utilization
Reduced maintenance costs
Successful PM schedules incorporate both approaches as part of an effective preventive maintenance strategy.
The optimal strategy is for critical safety systems to use fixed schedules to ensure compliance. At the same time, implement more flexible schedules for less critical items.
Element 4: Defining Preventive Maintenance Tasks and Procedures
Defining your tasks clearly creates the backbone of effective manufacturing maintenance programs.
Standardizing Maintenance Tasks
With standardized maintenance tasks, organizations can create consistency across all manufacturing operations.
Each task must include specific steps, required tools, and expected outcomes.
Source: WorkTrek
Manufacturing facilities can especially benefit from defining preventive maintenance procedures that include task duration and the required skills.
This approach can eliminate confusion during execution and reduce equipment downtime.
Task standardization includes:
Step-by-step procedures
Required safety protocols
Tool and material lists
Quality checkpoints
Completion criteria
Creating and maintaining standard procedures reduces training time for new technicians and streamlines the onboarding process.
These procedures also help experienced workers follow the same proven methods every time.
Each standardized task should specify lockout/tagout requirements when applicable. Safety considerations must be built into every procedure from the start.
Routine and Preventive Maintenance Activities
Routine maintenance is the foundation of any preventive maintenance plan.
These activities include inspections, adjustments, calibrations, and component replacements.
Common routine maintenance activities:
Visual inspections using sight, sound, and touch
Lubrication of moving parts
Filter replacements
Belt tension adjustments
Cleaning procedures
Documentation of Procedures and Checklists
Don't forget about proper documentation. Any solid preventive maintenance plan should include thorough documentation of all procedures, which will help maintenance teams perform their jobs more effectively and lead to cost savings.
Implementing a CMMS system, such as WorkTrek, can help you organize and digitize all your documentation and processes.
Source: WorkTrek
Digital systems are more effective than paper-based methods for tracking and updating procedures.
Maintenance checklists guide technicians through each task step-by-step.
Good documentation includes:
Clear task descriptions
Required certifications or training
Estimated completion times
Parts and materials needed
Safety requirements
Digital documentation allows real-time updates when procedures change. It also enables better tracking of completed tasks and identified issues.
Checklists should include spaces for technician notes and observations, as well as any relevant safety guidelines.
This feedback helps improve procedures and identify potential problems early.
Regular review and updates ensure that documentation remains current with equipment changes and new best practices.
Element 5: Leveraging Maintenance Technology and Data Management
Modern manufacturing relies heavily on technology to streamline maintenance operations and improve equipment reliability.
Implementing a CMMS like WorkTrek can streamline preventive Maintenance by centralizing asset data, automating workflows, and generating reports.
Role of CMMS and Maintenance Software
A CMMS is the nerve center of any modern preventive maintenance program.
With a CMMS, maintenance teams can centralize all maintenance activities on a single holistic platform, where they can track work orders, schedule tasks, and monitor equipment performance.
A Computerized Maintenance Management System, can automate routine maintenance scheduling based on time intervals, usage hours, or equipment cycles. Maintenance teams receive automatic notifications when tasks are due, eliminating the risk of missed maintenance windows.
Key CMMS functions include:
Asset tracking and inventory management
Work order creation and assignment
Maintenance history documentation
Parts and supply management
Cost tracking and reporting
Preventive maintenance software reduces paperwork and manual tracking errors. Technicians can access equipment manuals, maintenance procedures, and checklists directly through mobile devices on the factory floor.
The maintenance system also generates detailed reports showing equipment performance trends, maintenance costs, and compliance records. This data helps managers make informed decisions about equipment replacement and maintenance budgets.
Using AI and ML in Modern Maintenance Operations
Artificial intelligence and machine learning technologies are transforming how manufacturers approach equipment maintenance. AI algorithms analyze sensor data from machinery to detect early warning signs of potential failures before they occur.
Machine learning models can learn from historical maintenance data to predict when specific components are likely to fail. These predictions allow maintenance teams to schedule repairs during planned downtime rather than responding to unexpected breakdowns.
AI applications in maintenance include:
Vibration analysis for rotating equipment
Thermal imaging pattern recognition
Oil analysis trend monitoring
Energy consumption anomaly detection
Source: WorkTrek
ML algorithms increase in accuracy over time as they've processed more data from equipment sensors and maintenance records.
The technology enables manufacturers to transition from time-based maintenance to condition-based maintenance strategies.
Tracking and Analyzing Maintenance Data
Maintenance data collection and analysis are foundational to an effective preventive maintenance program.
Collecting and analyzing large volumes of maintenance data can be daunting without proper systems, making organized data management essential for success.
Manufacturing facilities generate vast amounts of maintenance-related information daily. This includes equipment runtime hours, failure rates, repair costs, and technician time logs.
Critical maintenance metrics to track:
Mean Time Between Failures (MTBF)
Mean Time To Repair (MTTR)
Overall Equipment Effectiveness (OEE)
Maintenance cost per unit produced
Planned vs. unplanned maintenance ratios
Using data analytics tools, you can identify patterns and trends that reveal equipment performance issues. For example, analyzing failure data may reveal that certain components consistently fail after a specific number of operating hours.
Regular data analysis enables continuous improvement of maintenance procedures. Teams can identify which preventive maintenance tasks provide the greatest value and adjust schedules accordingly.
Maintenance data also supports regulatory compliance by providing documented evidence of equipment inspections and repairs. This documentation proves essential during safety audits and quality certifications.
Element 6: Assigning Roles and Building a Strong Maintenance Team
Like any initiative, successful preventive maintenance depends on clearly defined team roles, comprehensive training programs, and open communication channels between all stakeholders.
Strong technical expertise, efficient communication, and a proactive approach are critical for teams focused on preventive rather than reactive maintenance strategies.
Defining Team Responsibilities
By defining roles clearly, it can reduce equipment failure and costly repairs. Defining clear roles and responsibilities in maintenance teams is absolutely critical for preventive maintenance work.
RACI Matrix
One approach that successful organizations often implement is known as the RACI Matrix.
RACI provides a practical framework for delegation. RACI stands for Responsible, Accountable, Consulted, and Informed.
This system is designed to clarify who performs each task and when.
Key maintenance team roles include:
Maintenance Manager: Plans, schedules, and oversees operations
Lead Technician: Supervises daily work and troubleshoots complex issues
Maintenance Technicians: Execute preventive tasks and repairs
Planner/Scheduler: Coordinates work orders and resource allocation
Storeroom Coordinator: Manages parts inventory and procurement
A typical maintenance team can range from a couple of on-call maintenance technicians to dozens of full-time professionals. Team size depends on the organization's size, budget, and the complexity of the equipment.
Maintenance managers typically assign roles based on individual skills and experience. Each person must understand their specific duties within the preventive maintenance program.
Training and Continuous Education
Training empowers maintenance teams to work proactively and access information quickly.
Essential training areas include:
Equipment-specific procedures and safety protocols
Preventive maintenance techniques and best practices
CMMS software operation and work order management
Root cause analysis and problem-solving methods
New technology updates and industry standards
Digital resources improve training accessibility. Maintenance operations benefit when manuals, plans, and procedures are digitized into programs accessible from anywhere in the facility.
Illustration: WorkTrek / Data: Code of Talent
Regular skills assessments can quickly identify knowledge gaps. Training sessions should address feedback from maintenance team members to build confidence with new technologies and procedures.
Don't overlook cross-training. It can be flexible within maintenance operations. When technicians understand multiple equipment types, scheduling becomes easier and coverage improves during absences.
Effective Communication Among Stakeholders
Strong communication and practical problem-solving skills are critical in building a maintenance excellence team. Clear communication helps team members understand tasks and expectations.
Regular check-ins and standups build trust and reduce anxiety about performance issues. Frequent communication prevents team members from feeling overwhelmed when discussing roadblocks that keep them behind schedule.
Communication channels should connect:
Maintenance planning with operations schedules
Technicians with supervisors and management
Maintenance teams with procurement and inventory
Field workers with CMMS systems and documentation
Creating data-driven communication can improve decision-making in maintenance operations. Teams should develop reports based on departmental goals and review them regularly during equipment maintenance cycles.
Feedback loops ensure continuous improvement. When technicians report issues with procedures or equipment, management must respond with training or process adjustments.
Element 7: Ensuring Worker Safety and Preventing Equipment Failures
Successful maintenance organizations emphasize safety protocols. They ensure that their maintenance teams have the proper protective equipment, environmental hazards management, and systematic work order processes that prioritize both human safety and asset reliability.
PPE and Safety Procedures
Personal protective equipment is the first line of defense against workplace injuries during maintenance activities. Hard hats protect against falling objects and head impacts during overhead work. Safety glasses shield eyes from chemical splashes, metal shavings, and debris.
Steel-toed boots prevent foot injuries from heavy equipment and falling tools. Cut-resistant gloves protect hands when handling sharp components or metal edges.
Lockout/tagout procedures prevent accidental equipment startup during maintenance work. Workers must isolate energy sources and apply physical locks before beginning repairs. This prevents electrocution, crushing injuries, and equipment damage.
Source: WorkTrek
Safety training programs teach workers to identify hazards before they cause accidents. Regular safety meetings review the proper use of PPE and emergency procedures.
These programs can greatly reduce maintenance costs by preventing injury-related work stoppages and equipment damage.
Health, Safety, and Environmental Considerations
Chemical exposure poses serious health risks during equipment maintenance. Cleaning solvents, hydraulic fluids, and lubricants can cause skin irritation or respiratory problems. Proper ventilation systems remove harmful vapors from work areas.
Material Safety Data Sheets (MSDS) provide critical information about chemical hazards and safe handling procedures. Workers should have a clear understanding of these documents before using any chemicals.
Environmental protection prevents costly violations and cleanup expenses. Spill containment systems catch leaked fluids before they reach drains or soil.
Secondary containment around chemical storage areas prevents environmental contamination.
Source: WorkTrek
The Safety, Health & Environment pillar integrates workplace safety practices within the operations to achieve zero accidents. This approach can reduce unplanned downtime while cutting environmental compliance costs.
Work Order Management to Support Safe Operations
Preventive maintenance checklists and work orders should include all mandatory safety checkpoints as part of the repair process.
Each work order should specify the required PPE, safety procedures, and hazard warnings. This prevents workers from starting dangerous tasks without proper protection.
Safety permits authorize high-risk work, such as confined space entry or hot work. These documents verify that safety measures are in place prior to work commencing.
Priority systems ensure safety-critical repairs receive immediate attention. Equipment failures that pose safety risks get urgent scheduling to prevent accidents. This systematic approach prevents minor safety issues from becoming major incidents.
Digital work order systems track safety compliance and training requirements. They alert supervisors when workers lack required certifications for specific tasks. This prevents unqualified personnel from performing dangerous maintenance work.
Element 8: Tracking Performance, Continuous Improvement, and Optimization
A successful preventive maintenance process requires measuring program effectiveness through Key Performance Indicators (KPI's).
Teams must systematically analyze equipment failures and adjust maintenance plans based on real-world performance data to maximize uptime and minimize costs.
Monitoring KPIs for Equipment Effectiveness
There are specific KPIs that manufacturing teams should track to measure the success of any preventive maintenance plan.
Critical maintenance KPIs include:
Equipment uptime - percentage of time machines run without problems
Mean Time Between Failures (MTBF) - average time equipment works before breaking down
Mean Time to Repair (MTTR) - average time needed to fix equipment failures
Maintenance costs per unit of production or per asset
Teams should set target values for each metric.
For example, world-class manufacturers often achieve OEE scores above 85%.
Tracking these numbers every month helps teams identify trends before they become major problems. Equipment with declining MTBF scores needs more attention in the maintenance plan.
Root Cause Analysis and Condition Monitoring
When equipment fails or performs poorly, maintenance teams must identify the root cause of the issue.
Root cause analysis examines beyond obvious symptoms to identify the underlying reasons why failures occur.
Common analysis methods include:
5 Whys technique - asking "why" five times to dig deeper into problems
Fishbone diagrams - mapping potential causes across categories like materials, methods, and machines
Failure mode analysis - studying how different parts can fail
Teams should examine recurring work orders to find patterns. Equipment that needs the same repair multiple times likely has an underlying issue that standard maintenance misses.
Adapting the Maintenance Plan for Continuous Improvement
Smart maintenance teams regularly update their plans based on performance data and equipment behavior.
Illustration: WorkTrek / Data: KaiNexus
Static maintenance schedules often waste time on unnecessary tasks while missing critical needs.
Teams should review maintenance intervals quarterly. Equipment that consistently performs well between scheduled services might need less frequent attention.
Machines with frequent failures may require more intensive care.
Key improvement actions include:
Adjusting task frequency based on actual failure rates
Adding new maintenance tasks for recurring problems
Removing tasks that don't prevent failures
Training staff on better maintenance techniques
Preventive maintenance optimization focuses resources where they create the most value.
Teams analyze which maintenance activities actually prevent failures and which ones consume time.
Successful programs also incorporate feedback from equipment operators. They often notice small changes in machine behavior that maintenance schedules might miss.
Conclusion
The eight key elements of preventive maintenance provide a comprehensive roadmap for transforming manufacturing operations from reactive to proactive maintenance strategies.
When implemented systematically, this framework can reduce equipment failures by up to 70% while delivering measurable improvements in reliability, safety, and operational efficiency.
However, success requires commitment across all organizational levels. It all starts with clear goals, prioritizing critical assets, leveraging advanced technology, and fostering a culture of continuous improvement.
Maintenance organizations that treat preventive maintenance as a strategic investment rather than a cost center can achieve significant returns while building more resilient, efficient manufacturing operations.

Operations & Maintenance
4 Types of Property Maintenance Employees (and How They Benefit from CMMS)
Key Takeaways:
Property managers spend 25% of their time organizing maintenance tasks.
Some custodians perform light property maintenance alongside cleaning.
Contractors handle specialized tasks that require training or specialized equipment.
CMMS reduces manual coordination and improves workflow efficiency.
Property maintenance looks very different from one organization to another. Some teams rely on a dedicated manager and technicians, while others spread the work among whoever is available.
Without structure and the right tools, maintenance often becomes a cycle of delays, reactive fixes, and frustration.
A computerized maintenance management system (CMMS) helps bring order, visibility, and efficiency to property maintenance.
To see how, let’s look at the four key types of property maintenance employees and how each benefits from using CMMS.
Property Manager
Property managers are often the first line of responsibility when it comes to keeping buildings running smoothly.
As such, they find themselves balancing multiple responsibilities at once.
In addition to leasing, tenant communication, and budgeting, they coordinate maintenance, log requests, schedule repairs, and follow up on updates.
Research in Canada shows that about a quarter of their workday is spent purely on organizing maintenance tasks.
Illustration: WorkTrek / Data: Propra
First-hand accounts from the field show how complex the job really is.
One manager with nearly 20 years of experience described his daily routine as a blur of reports, inspections, purchase orders, and tenant communication, in addition to overseeing maintenance and justifying equipment replacements to upper management.
Source: Reddit
When you combine all these responsibilities, it becomes clear why the workload can quickly become overwhelming.
This burden contributes to high turnover.
The same research shows that 36% of property management employees in Canada leave their roles annually.
Illustration: WorkTrek / Data: Propra
This is where a CMMS transforms the role.
Instead of fielding phone calls or scattered emails, property managers can collect tenant requests through a simple app or request portal.
In a CMMS like WorkTrek, you can even brand it, such as below:
Source: WorkTrek
Then, managers can automatically turn each request into a work order, assign it to the right technician, and track its progress until completion.
Source: WorkTrek
Scheduling preventive maintenance is just as straightforward, with recurring tasks created once and then handled automatically.
For example, managers can set up multiple schedules for the same asset, such as daily inspections, weekly cleaning, monthly servicing, or yearly replacements, all of which are planned.
Source: WorkTrek
This removes much of the manual coordination that consumes a property manager’s time.
For those managing multiple properties, the benefits are even greater.
A CMMS centralizes all maintenance-related communications, schedules, and documents in one platform, eliminating the need to search through spreadsheets or email chains.
Source: WorkTrek
Reports on asset performance and repair history make it easy to justify replacements to management, while parts tracking ensures the right materials are on hand when needed.
By digitizing and automating these processes, a CMMS enables property managers to reclaim hours in their week, reduces stress, and ensures that maintenance work is completed faster and more reliably.
Now, property managers can focus on higher-level priorities while still ensuring everything on the ground runs like clockwork.
Maintenance Technician
If the property manager keeps things running from above, the maintenance technician is the one turning the wrench, troubleshooting issues, and keeping the physical assets in good working order.
Their work covers everything from HVAC repairs and plumbing fixes to electrical work, lock checks, and preventive maintenance.
Jimmy Leaster, maintenance technician at Reside Living, a multifamily property management company, describes his typical day at work:
“A typical day involves walking through the property, making sure all locks are working and all lights are functioning. I also check the building systems to confirm everything is running properly, including hot water and heat. The most common maintenance work we do is leaks and plumbing.”
It is a role that demands constant movement, problem-solving, and hands-on skills.
Traditionally, maintenance technicians have relied on paper checklists or verbal instructions, which left plenty of room for confusion, missed tasks, or safety risks.
With a CMMS, technicians have everything they need on their phones, including:
Prioritized work orders
Step-by-step instructions
Photos of the issue
Detailed SOPs
Importantly, when a technician opens a work order, they can view potential hazards, the required personal protective equipment (PPE), and any lockout/tagout procedures that must be followed.
Source: WorkTrek
This reduces the chance of accidents and ensures compliance with safety protocols.
Some systems even integrate with floor plans, utilizing pinned task locations to help technicians locate faulty assets or navigate large properties more efficiently.
Source: WorkTrek
That’s particularly useful in bigger commercial or institutional buildings where tracking down a specific malfunction can waste valuable time.
When the job is completed, technicians can log the time spent, record the spare parts used, and close the work order on the spot.
This information directly informs labor planning, budgeting, and performance reviews, providing managers with a clear view of how resources are being utilized.
For the technician, it means less paperwork, fewer follow-up questions, and more time to focus on the actual repair work.
The importance of maintenance technician roles is only growing.
The U.S. Bureau of Labor Statistics projects a 5% growth in general maintenance and repair jobs from 2023 to 2033, with more than 150,000 openings each year.
Illustration: WorkTrek / Data: BLS
As the workload expands, technology like a CMMS ensures technicians can work more efficiently, stay safe, and keep assets performing at their best.
Janitor or Custodian
Janitors and/or custodians are often unsung heroes of property maintenance, particularly in environments such as schools, office buildings, and apartment complexes.
Their work keeps the environment safe, clean, and functional, covering tasks like:
Floor care
Trash removal
Surface disinfection
Restroom restocking
But in many organizations, custodians also take on light maintenance duties like changing bulbs, minor repairs, and landscaping, as one Reddit user in the industry puts it:
Source: Reddit
Despite the importance of their work, custodial staff are often under-resourced and overworked.
For example, Jason Hruby, Building and Grounds Supervisor for the Thief River Falls School District in Minnesota, once oversaw a crew of 30 janitors responsible for 600,000 square feet across four schools.
Today, staffing shortages have cut that number in half, leaving the same workload to far fewer people.
Many districts in similar situations have even turned to automation, deploying cleaning robots to bridge the gap.
However, for those who still rely mostly on human staff, a CMMS can provide meaningful relief.
With WorkTrek, for example, you can create different types of tasks, including cleaning and minor maintenance, that custodians can view directly on their phones.
Source: WorkTrek
These smaller, routine activities are easy to assign, schedule, and track, ensuring nothing is overlooked.
This way, janitors can begin their day with a clearly defined list of responsibilities, organized and prioritized in the system.
Source: WorkTrek
Moreover, SOPs can guide janitors on how to complete each task, while managers can monitor progress in real-time or reassign work if priorities change.
And while a CMMS may not solve deeper challenges, such as understaffing or lack of recognition for this role, it can help bring structure and predictability to a job that often lacks both.
Contractors
Not every maintenance task can or should be handled in-house.
Many properties rely on external contractors or vendors for specialized services that require specific training, equipment, or certification.
Andy McQuade, a real estate investor, explains:
Illustration: WorkTrek / Quote: Reddit
Specialized property maintenance tasks often outsourced to contractors include:
Elevator maintenance and inspections
Major HVAC repairs or replacements
Roofing and siding repairs
Plumbing beyond minor leaks (water mains, septic systems)
Blacktop sealing and driveway repairs
Landscaping for larger grounds
A CMMS can make collaboration with these external professionals more efficient.
Work orders can be shared directly with contractors, who can then track progress, leave notes, attach documents, and mark tasks as complete, all within the same system used by the internal team.
Source: WorkTrek
This kind of transparency reduces the back-and-forth and ensures everyone is aligned, whether the contractor is on-site daily or only called in for occasional jobs.
CMMS platforms also facilitate the management of documentation and compliance for third parties, which is particularly important in regulated industries or when working with high-risk activities.
Ultimately, managing both internal staff and external vendors through a single platform adds flexibility, control, and transparency to property maintenance.
Conclusion
Property maintenance is a team effort, and it’s not a one-size-fits-all job.
From property managers overseeing entire portfolios to technicians handling daily repairs, from custodians keeping spaces clean to contractors addressing specialized tasks, each employee contributes to the maintenance of properties.
Understanding the differences between these roles and equipping each with the right tools helps create a more efficient, less stressful, and better-organized work environment.
Most importantly, a CMMS doesn’t just support one part of the team.
It connects everyone, creating a streamlined workflow that benefits the entire organization.
Whether you're managing a single building or a large portfolio of properties, the right system can help you do more with less—and do it better.

CMMS
How to Implement Data Analytics for Predictive Maintenance in 6 Steps
Key Takeaways
Clear objectives and proper data collection is the foundation of a successful predictive maintenance program
Building accurate predictive models and real-time monitoring systems enables early detection of equipment issues
Continuous improvement and optimization help companies scale their predictive maintenance efforts
Equipment failures can be expensive.
From lost production and emergency repairs, traditional maintenance methods often leave businesses scrambling to fix problems after they happen. This can lead to unexpected downtime and higher costs.
Predictive maintenance is the optimum way to reduce equipment downtime and reduce emergency repairs. However, successful predictive maintenance data requires advanced data analytics.
The typical approach to implementing data analytics for predictive maintenance involves the following six steps: defining objectives, collecting and integrating data, processing information, building predictive models, setting up real-time monitoring, and optimizing maintenance schedules.
Companies that master these six steps can reduce machine downtime and improve reliability while cutting maintenance costs. The process requires careful planning and the right technology, but the results can transform how organizations manage their equipment and operations.
Source: WorkTrek
Defining Predictive Maintenance and Data Analytics
Predictive maintenance utilizes data analysis tools to anticipate equipment failures before they occur. Modern systems combine AI, IoT sensors, and machine learning to transform how companies maintain their equipment.
What Is Predictive Maintenance?
https://youtu.be/2_o1SDy6__U
Predictive maintenance refers to the use of data analysis tools and techniques to detect anomalies in equipment.
These systems can then predict potential failures before they occur. This approach prevents costly downtime by scheduling repairs at the right time.
As opposed to reactive maintenance that fixes equipment after it breaks, predictive maintenance takes action early.
Illustration: WorkTrek / Data: ifm
Additionally, unlike preventive maintenance, which follows fixed schedules, predictive maintenance utilizes data to optimize maintenance timing.
Benefits of Predictive Maintenance
Cost Savings:
There are several benefits to predictive maintenance:
Fewer emergency repairs
Less spare parts inventory
Reduced labor costs
Lower insurance premiums
Operational Benefits:
Higher equipment uptime
Better production planning
Improved safety
Extended equipment life
Key Predictive Maintenance Technologies: AI, IoT, and Machine Learning
Three main technologies power modern predictive maintenance systems. Internet of Things (IoT) sensors collect equipment data continuously.
AI then processes this data to find patterns.
Machine learning algorithms, which are the foundation of AI, improve predictions over time.
IoT Sensors
These sensors monitor equipment conditions 24/7. They track vibration, temperature, oil quality, and electrical current.
This data is central to systems, such as a computerized maintenance management system (CMMS), like WorkTrek, for analysis.
Artificial Intelligence
It is the layer of technology that processes huge amounts of sensor data quickly.
AI can spot problems that humans might miss. It also handles data from multiple machines simultaneously.
Machine Learning Algorithms
They are the foundational predictive statistical analysis models that empower AI. They also get better at predicting failures as they process more data and evolve.
They learn from past equipment problems to make more accurate predictions for the future. These algorithms help companies predict equipment failures with high accuracy.
Illustration: WorkTrek / Data: Plat.AI
Digital transformation is when all of these technologies are integrated into one easy-to-use system. This could be a CMMS like WorkTrek that will ingest all the data collected and provide the analysis to predict failures.
Companies can monitor all their equipment from a single dashboard and get alerts when problems develop.
Step 1: Define Predictive Maintenance Objectives and Strategy
All successful programs start with good planning.
Success in predictive maintenance starts with clear goals and a solid plan.
Setting Maintenance Goals
Companies need to clearly define organizational goals before starting any predictive maintenance program. These goals guide decisions and help measure success later.
The most important goal for any maintenance organization is to reduce unplanned downtime.
Manufacturing facilities lose thousands of dollars every hour when machines are not functioning properly.
One example of a goal would be for a manufacturing company to set specific targets like reducing downtime by 30% in the first year.
Another key goal is cutting maintenance costs.
Traditional maintenance often wastes money on unnecessary repairs. Set a goal to reduce overall maintenance expenses by tracking the required key performance indicators (KPIs).
Equipment lifespan
Every maintenance organization wants to improve equipment lifespan. Use existing data for equipment lifespan and continue to measure that against your predictive maintenance program.
Start by setting arbitrary goals about how much longer equipment should run, based on your historical data.
Don't forget about safety. Equipment failures can hurt workers.
Source: WorkTrek
Companies should set goals to reduce safety incidents through better maintenance timing.
One common approach is for organizations to write down these goals with exact numbers and deadlines.
For example: "Reduce maintenance costs by 25% within 18 months" works better than "save money on maintenance."
Identifying Critical Assets
Not all equipment needs predictive maintenance right away. Companies must find their most important machines first.
Critical assets are machines that cause the biggest problems when they break down. These machines often stop entire production lines or cost the most to fix.
Companies should list all their equipment and rank it by importance.
Some factors to include are:
Production Impact: How Much Does a Breakdown Slow Down Work?
Repair Costs: How Expensive Is It to Fix This Machine?
Safety risks: Could a failure hurt workers?
Age and condition: Are older machines more likely to break?
Typically, manufacturing plants often find that 20% of their machines cause 80% of their problems. These machines should get predictive maintenance first.
Companies also need to check if machines have the right data available. Some older equipment might need new sensors before predictive maintenance can work.
The goal is to start small with the most important machines. Once you develop experience and see success, you can expand the program.
How to Develop a Predictive Maintenance Strategy
A solid predictive maintenance model connects goals with actions. Start with a clear plan that shows how they will reach their maintenance objectives.
The strategy should match the company's current abilities and resources. Small manufacturers might start with simple vibration monitoring.
Larger companies could use advanced AI systems right away and integrate other types of IoT sensors.
Implementing a predictive maintenance strategy requires choosing the right technology for each type of equipment.
Source: WorkTrek
Not every machine is the same. Different machines need different monitoring methods.
Companies must decide between building their own system or buying one.
Building takes more time and can be risky, but it can potentially fit the organization's needs. Buying gets results faster but might not match perfectly.
Timeline planning is crucial for success. Most companies take 12-18 months to implement predictive maintenance fully. The strategy should show clear steps and milestones.
Budget planning comes next. Companies need money for sensors, software, training, and staff time. They should plan for both startup costs and ongoing expenses.
The strategy must also cover staff training and change management.
Workers need to learn new tools and methods. Establishing a predictive maintenance program involves getting everyone on board with the new approach.
Step 2: Data Collection and Integration
Sensor data is the foundation of any successful predictive maintenance program. The goal of any program is to gather high-quality data from multiple sources and combine them for analysis.
A successful approach involves integrating data from installed sensors and data from existing maintenance records to create a complete picture of equipment health.
Selecting and Installing Sensors
Maintenance management should select sensors based on the specific equipment they want to monitor, along with the types of failures they want to prevent.
Vibration sensors detect bearing wear and misalignment in rotating equipment like motors and pumps.
Temperature sensors identify overheating components before they fail.
Pressure sensors monitor hydraulic and pneumatic systems for leaks or blockages.
Current sensors track electrical equipment performance and can spot motor problems early.
Sensor Placement
The placement of sensors is critical for accurate data collection. Sensors should be installed at points where they can detect the earliest signs of equipment problems.
For rotating machinery, vibration sensors work best when mounted directly on bearing housings.
Leveraging CMMS and Work Order Data
A computerized maintenance management system like WorkTrek contains valuable historical information about equipment performance and maintenance activities.
This maintenance data includes repair records, part replacement history, and equipment downtime patterns.
Work order history can be analyzed to indicate which components fail most frequently and the typical duration of repairs.
his information helps identify patterns that sensors alone cannot detect.
CMMS software also stores details about maintenance costs, labor hours, and equipment age. These factors influence how quickly equipment degrades and when failures are likely to occur.
Organizations should extract data from their CMMS covering at least two years of maintenance history. This provides enough information to establish baseline performance patterns for each piece of equipment.
The combination of historical CMMS data with real-time sensor information creates a more complete picture than either source alone.
Integrating IoT Devices
IoT integration requires establishing secure network connections and ensuring data flows properly to the analytics platform.
Organizations should verify that IoT devices can communicate with their existing systems.
The devices should be configured to send data at appropriate intervals for data acquisition.
Critical equipment may need continuous monitoring, while less important assets can report status hourly or daily. This will help manage the volume of data.
Illustration: WorkTrek / Data: IOTMAG
One benefit of IoT devices is that they enable remote monitoring of equipment in difficult-to-reach locations.
This expands the scope of predictive maintenance programs beyond the plant floor and into hard-to-reach areas.
Step 3: Data Processing and Preparation
Data preparation and processing take up to 80% of project time due to the detailed work required for predictive analytics models.
Organizations must eliminate biases, enhance accuracy, and ensure meaningful insights by implementing thorough data cleaning and robust security measures.
Data Cleaning and Aggregation
Raw sensor data contains noise, duplicates, and missing values that can corrupt predictive models and diagnostic analysis.
Maintenance teams must train statistical models to identify and remove outliers that don't represent normal equipment behavior.
Common Data Issues:
Missing timestamps from sensor failures
Duplicate readings from system errors
Extreme values from faulty sensors
Inconsistent measurement units
Data aggregation, from data mining, combines multiple data points into meaningful intervals.
Equipment sensors might collect readings every second, but predictive models work better with hourly or daily averages, depending on equipment type and machine learning models.
One approach that successful organizations follow is to standardize data formats across different equipment types.
Temperature sensors might record in Celsius or Fahrenheit. Pressure gauges could use different measurement scales. This makes standardization critical.
Aggregation Methods:
Average values for steady-state measurements
Maximum values for peak performance data
Trend calculations for degradation patterns
Ensuring Data Security and Quality
Security protects sensitive equipment data from cyber threats and unauthorized access. Follow industry standards, and also consider getting an external security audit for your infrastructure.
Manufacturing companies face increasing risks from data breaches that could expose operational secrets.
Follow industry standard data encryption practices that secure the data both in transit and at rest.
Access controls limit who can view maintenance data and equipment performance metrics.
Security Measures:
Encrypted data transmission protocols
Multi-factor authentication (MFA) for system access
Regular security audits and updates
Backup systems for data recovery
Data quality checks verify information accuracy before analysis begins. Automated validation rules catch errors that manual reviews might miss.
Quality metrics track data completeness, accuracy, and consistency over time. Poor quality data leads to false alarms and missed failure predictions.
Big Data Management
Predictive maintenance generates massive amounts of sensor data that can be difficult for traditional databases to handle efficiently.
Big data analytics requires specialized tools to process and store information from hundreds of sensors. Some examples, such as Google BigQuery or Amazon Redshift, are well-suited for managing large data sets.
Big Data Characteristics:
Volume: Terabytes of sensor readings daily
Velocity: Real-time data streams requiring instant processing
Variety: Multiple data types from different equipment
Cloud platforms provide scalable storage and processing power for large datasets. Companies can expand capacity as their predictive maintenance programs grow.
Data lakes store raw sensor information in its original format. This approach preserves all available data for future analysis needs that might not be apparent today.
Stream processing analyzes data as it arrives from sensors. This capability enables real-time alerts when equipment shows signs of potential failure.
Step 4: Building and Training Predictive Models
https://youtu.be/BApzsgq32mM
Once you've established data sensors and data collection, it is time to start training predictive models.
In this step, the data is cleaned and transformed into actionable insights by selecting appropriate algorithms and fine-tuning their performance.
This step focuses on creating models that can accurately predict equipment failures and identify specific failure patterns.
Machine Learning Algorithms
Supervised learning algorithms
These models work best for predictive maintenance when historical failure data exists.
Random Forest algorithms excel at handling multiple sensor inputs and provide clear feature importance rankings.
Support Vector Machines are supervised models that perform well with high-dimensional sensor data. They work effectively when the data scientist has limited training examples but needs accurate predictions.
Unsupervised learning approaches, such as clustering algorithms, are helpful when failure labels are missing. These methods group similar patterns of equipment behavior.
Anomaly detection algorithms identify unusual equipment behavior that might signal impending failures. Isolation Forest and One-Class SVM algorithms detect outliers in normal operating conditions.
Time series algorithms, such as LSTM neural networks, capture temporal patterns in sensor data. They predict the mean time between failures (MTBF) by learning from historical maintenance cycles.
Source: WorkTrek
Model Validation and Tuning
Once the models have been developed, it is time to start testing and tuning them.
Cross-validation techniques prevent overfitting by testing models on unseen data portions.
Time series cross-validation maintains chronological order when splitting maintenance data.
The data scientist must tune hyperparameters to optimize model performance.
Grid search and random search methods systematically test different parameter combinations.
Performance metrics for predictive maintenance differ from standard classification tasks. Precision matters more than recall since false alarms cost money and reduce trust.
Mean Absolute Error measures how accurately the model predicts MTBF values. A lower error indicates better timing predictions for maintenance scheduling.
Building predictive models requires iterative testing and refinement. Models need regular retraining as equipment ages and operating conditions change.
Failure Mode Identification
Multi-class classification
Separates different types of equipment failures. Each failure mode requires different maintenance actions and spare parts inventory.
Bearing failures show different sensor patterns than motor overheating or belt wear. The model learns to distinguish these patterns from vibration, temperature, and current data.
Feature engineering
Creates new variables that highlight specific failure signatures.
Rolling averages smooth noisy sensor readings while trend calculations capture gradual degradation.
Domain expertise guides feature creation for each failure mode. Mechanical engineers understand which sensor combinations indicate specific problems.
Ensemble methods combine multiple models to enhance the accuracy of failure mode predictions. Different algorithms may excel at detecting various types of failures.
Anomaly detection techniques help identify unknown failure patterns that are not present in the training data. These methods flag unusual behavior that requires investigation.
Threshold setting determines when the model triggers maintenance alerts. Conservative thresholds reduce missed failures but increase false alarms.
Step 5: Real-Time Monitoring and Anomaly Detection
Real-time monitoring systems track equipment performance continuously and identify problems before they cause failures.
These systems use sensors to collect data on vibration, temperature, and energy consumption to spot unusual patterns.
Implementing Condition Monitoring
Condition monitoring systems track machine health using multiple sensors placed on critical equipment. Engineers install vibration sensors, temperature probes, and current monitors at key points.
The sensors collect data every few seconds or minutes. This frequency catches problems early while avoiding data overload.
Key sensor types include:
Accelerometers for vibration measurement
Temperature sensors for heat detection
Current transformers for energy monitoring
Pressure sensors for hydraulic systems
Illustration: WorkTrek / Data: IDCON
Deploying Real-Time Analytics
Real-time analytics systems process sensor data instantly to identify and address problems. The software uses machine learning models to spot patterns that signal equipment failure.
Anomaly detection systems automatically identify unusual patterns in data tables. They suggest the best algorithms and set up continuous monitoring with automated actions.
Analytics platforms compare current data to normal operating conditions. When readings fall outside expected ranges, the system triggers alerts.
Alert levels typically include:
Green: Normal operation
Yellow: Caution - minor deviation detected
Red: Critical - immediate action required
Real-time anomaly detection in manufacturing helps secure production efficiency and reduce downtime.
Step 6: Predictive Maintenance Scheduling and Optimization
The final step is to transform predictive insights into actionable maintenance plans. This has to then align with automated scheduling systems and performance optimization.
This phase focuses on creating efficient work orders, maximizing equipment uptime, and improving overall operational performance.
Automated Maintenance Scheduling
Automated scheduling systems, such as WorkTrek CMMS, utilize predictive data to create optimal maintenance plans.
Maintenance managers don't need to create work orders manually. These automated systems will detect and issue, auto-generate, and assign the work order to the maintenance technician.
Source: WorkTrek
These systems analyze equipment health data and failure predictions to schedule work at the best times.
Key scheduling features include:
Risk-based prioritization - High-risk equipment gets scheduled first
Resource availability matching - Systems check technician schedules and parts inventory
Production impact analysis - Scheduling avoids critical production periods
The system automatically generates maintenance windows based on equipment condition and operational needs. It considers factors like spare parts availability, technician skills, and production schedules.
Predictive maintenance scheduling combines machine learning with decision optimization to create the most effective maintenance plans. This approach reduces conflicts between maintenance needs and production goals.
Smart scheduling also balances workloads across maintenance teams. It prevents overloading technicians during busy periods while ensuring critical equipment receives attention when needed.
Improving Overall Equipment Effectiveness (OEE)
Overall Equipment Effectiveness measures how well equipment performs compared to its full potential.
Predictive maintenance directly improves OEE by reducing unplanned downtime and optimizing performance.
OEE calculation includes three factors:
Availability - Percentage of scheduled time equipment operates
Performance - Speed compared to ideal operating speed
Quality - Good parts produced versus total parts
Predictive analytics can identify patterns that affect each OEE component.
For instance, vibration data might show declining performance before visible quality issues appear.
The system can track OEE improvements after implementing predictive maintenance. Most companies see 10-20% OEE increases within the first year of proper implementation.
The goal for OEE is to prioritize which equipment needs attention first. Equipment with the lowest OEE scores often provides the biggest improvement opportunities.
Maintenance Work Order Management
Work order management ensures maintenance tasks get completed efficiently and documented correctly.
Digital work order systems integrate with predictive maintenance platforms to streamline operations.
Source: WorkTrrek
Modern work order systems provide:
Automated work order creation from predictive alerts
Mobile access for technicians in the field
Parts and inventory integration with supply chain systems
Digital documentation of completed work
Work orders include specific details from predictive analysis. This might include which components to inspect, what tools to bring, and expected repair procedures.
CMMS tracks work order completion times and effectiveness. This data helps improve future maintenance estimates and resource planning.
Continuous Improvement and Scaling Predictive Maintenance
It will be hard to implement a successful predictive maintenance program without continuous improvement. The models need to be tuned regularly to improve their predictive capability.
Feedback Loops and Model Refinement
Feedback loops help improve prediction accuracy over time.
Set up a regular program on actual equipment failures and compare them to their model predictions.
Key refinement activities include:
Adjusting algorithms based on false positives and missed failures
Adding new sensor data sources to improve accuracy
Updating models with seasonal patterns and usage changes
Training algorithms with fresh data every 3-6 months
Healthcare facilities often refine their models for medical equipment like MRI machines. For example, they track when their predictions match actual maintenance needs.
Wind turbine operators update their models based on weather patterns and data on blade wear.
Oil and gas companies improve their pipeline monitoring by analyzing past leak predictions.
They can then adjust their models when they find patterns that the system missed.
Model accuracy typically improves by 15-25% within the first year of active refinement. This improvement will compound over the first few years of deployment.
Scaling Across Multiple Assets and Sites
Scaling requires a structured approach to expand predictive maintenance across different locations and equipment types. Be strategic with your approach. Start slowly with a handful of equipment and continue to add more equipment as the process is refined.
Scaling strategies include:
Standardizing data collection methods across sites
Creating equipment templates for similar assets
Training local maintenance teams at each location
Establishing central monitoring capabilities
One industry is the oil and gas companies, where they scale by equipment type first.
They implement predictive maintenance for all pumps across sites before moving to compressors or valves.
Common scaling challenges:
Different equipment manufacturers and data formats
Varying network connectivity at remote sites
Local regulatory requirements for different regions
Staff training and change management
Healthcare systems scale by prioritizing critical equipment. They start with life-support devices and later expand to diagnostic equipment.
Automotive plants scale production line by production line. They test predictive maintenance on one assembly line before expanding to paint shops and stamping operations.
Facilities scale by building systems first. They monitor HVAC systems across campus before adding laboratory equipment and IT infrastructure.
Conclusion
Implementing data analytics for predictive maintenance is a transformative opportunity for organizations seeking to optimize their operations and reduce costs.
By following these six strategic steps: defining clear objectives, collecting comprehensive data, processing information effectively, building accurate predictive models, establishing real-time monitoring, and optimizing maintenance schedules, companies can achieve significant improvements in equipment reliability and operational efficiency.
Organizations that successfully implement these practices typically see 10-20% increases in Overall Equipment Effectiveness, substantial reductions in unplanned downtime, and meaningful cost savings within the first year.
Make your work easier.
Try for free.
Book a demo