

Get a Free WorkTrek Demo
Let's show you how WorkTrek can help you optimize your maintenance operation.
Try for freeKey Takeaways:
- Schneider Electric uses CBM to reduce unnecessary work and cut costs.
- MRO inventory control costs can be three times higher than the purchase price.
- Reactive maintenance work still dominates the industry.
In most facilities, maintenance problems rarely come from a single failure.
They grow quietly, from a missing part here, a delayed inspection there, or a workaround that, over time, becomes standard practice.
ultimately, these issues compound, turning what should be a controlled system into something unpredictable and unreliable.
So what’s the difference between teams that stay reactive and those that stay in control?
Structure.
High-performing maintenance teams rely on a set of core processes that bring consistency into everyday work, from how tasks are performed to how decisions are made.
Read on to learn about the six foundational maintenance processes and why each of them is necessary for your facility.
Workplace Organization
Spend a day with a maintenance team, and you’ll quickly notice how much time is influenced by the state of the workplace.
It isn’t just about the equipment itself, but everything around it, including tools, spare parts, documentation, and even how work areas are laid out.
When these are disorganized, even simple tasks take longer than they should. Time is lost searching for tools, navigating cluttered spaces, or working around avoidable obstacles.
However, with the 5S methodology, every workplace, including the maintenance department, can become organized.
Developed within Toyota, 5S was designed to bring order and clarity into industrial environments.
It’s often described as a workplace organization method, but in reality, it goes much deeper than that.
Juan Felipe Pons, a Lean construction trainer and consultant, writes in his article:
“The 5S methodology was born at Toyota in the 60s under an industrial environment to achieve better organized, tidier, and cleaner workplaces to increase productivity and to obtain a better working environment.”
At its core, 5S is about making the workplace intuitive, so that anyone can quickly find what they need, identify abnormalities, and perform tasks consistently.
Here’s how each step applies in a maintenance environment:
| Sort (Seiri) | Remove unused tools, obsolete spare parts, and unnecessary materials from the workspace. Keep only what is truly needed. |
| Set in Order (Seiton) | Assign fixed locations for tools and parts based on frequency of use. Use labels, markings, and color coding to make everything easy to find and return. |
| Shine (Seiso) | Regularly clean work areas and equipment to maintain safe conditions and quickly spot leaks, wear, or damage. |
| Standardize (Seiketsu) | Establish clear procedures and visual standards to maintain organization and ensure consistency across shifts and teams. |
| Sustain (Shitsuke) | Reinforce habits through training, audits, and accountability. |
This methodology changes how people interact with their environment.
When teams follow its five steps, tools are where they’re needed, workspaces are clean enough that issues stand out immediately, and storage reflects actual usage.
One experienced practitioner on Reddit captured this idea well:
“Stop asking, ‘Is this area clean?’ and start asking, ‘Could someone brand new walk up to this workstation and know within 60 seconds what’s running, what’s behind, and what’s broken?’ That turns (5S) from a cleaning exercise into an information problem, which is what it was always supposed to be.”
5S rarely feels like a breakthrough initiative at first.
But in many facilities, it marks the point where maintenance stops being chaotic and starts becoming intentional.
Spare Parts Management
Spare parts management rarely gets much attention until something breaks and the part you need isn’t there.
Most teams have experienced some version of this.
A production line stops, everyone scrambles, and it turns out the missing component is inexpensive, easy to store, and absolutely critical.
Michal Bernát, a maintenance and operations consultant, and Milan Kulhánek, a Deloitte supply chain expert, describe a situation that’s all too common:
“I once witnessed a situation where a critical production line stopped because of a cheap part worth less than ten euros. Since the warehouse ‘didn’t consider it important,’ it wasn’t in stock.”
What makes spare parts management so challenging is finding the right balance.
On one hand, you face the risk of stockouts and costly downtime. On the other hand, there is the cost of holding inventory that may never be used.
And that cost is often underestimated.
The true cost of MRO inventory, including storage, handling, and administrative overhead, can reach two to three times the purchase price.
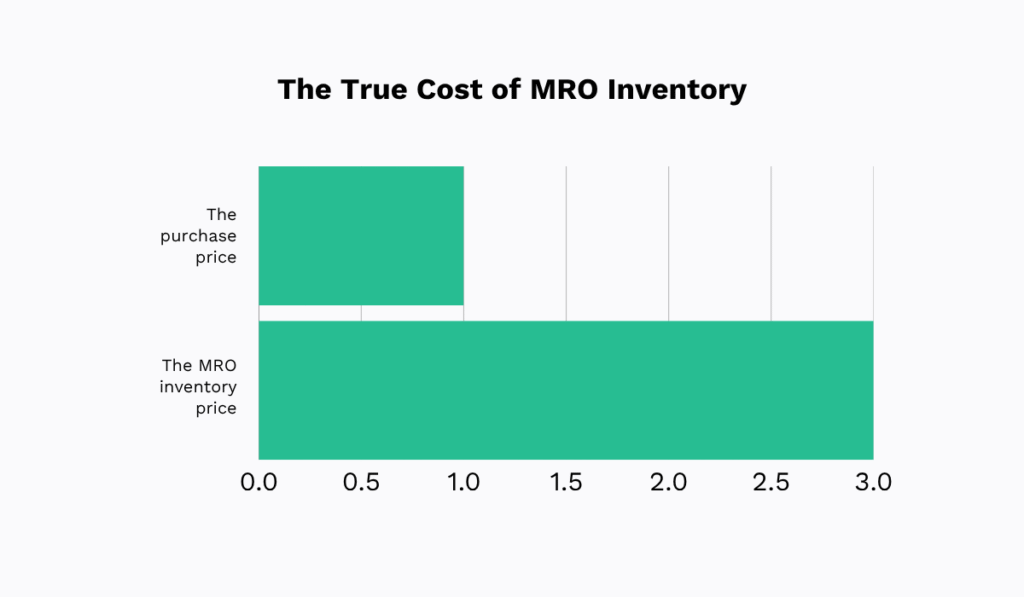
That’s why effective spare parts management is essential for both reliable maintenance operations and cost control.
So, this is how the most efficient teams ensure they manage spare parts properly.
First, they prioritize.
Not every part requires the same level of attention.
Critical components, especially those tied to high-impact assets, must always be available, while less important items can be managed more flexibly.
Second, they keep their inventory accurate.
Often, they rely on cycle counting, in which small portions of inventory are regularly verified, rather than occasional full audits that disrupt operations and still leave gaps.
Third, they manage obsolescence.
As equipment evolves and suppliers change, some parts become outdated.
Without a process to track this, organizations end up tying up capital in inventory that has no real value.
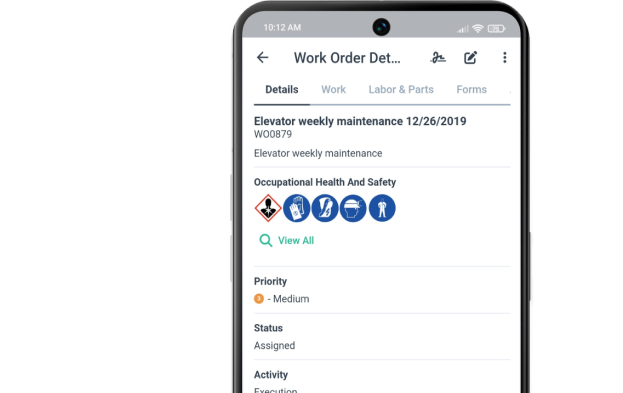
This is where a CMMS like WorkTrek can help you.
Instead of relying on spreadsheets or tribal knowledge, you can centralize all spare parts data, track usage over time, and set minimum stock levels for critical items.
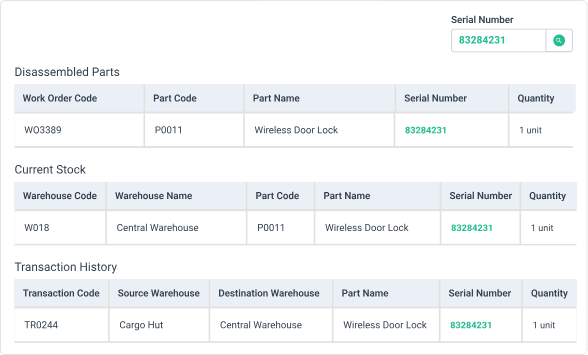
When inventory drops below a defined threshold, the system can trigger alerts or reordering workflows, reducing the risk of unexpected shortages.
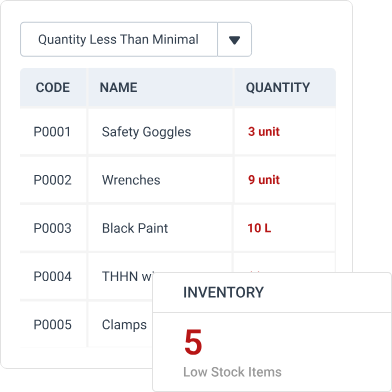
Just as importantly, this constant visibility into spare parts will help you identify slow-moving or obsolete parts, making it easier to clean up inventory and avoid unnecessary carrying costs.
When you improve spare parts management, ordering becomes more intentional, critical parts are always in stock, and those “we thought we had it” moments become far less frequent.
Criticality Analysis
Just like not every spare part is equally important, not every asset deserves the same level of attention.
Yet in many facilities, maintenance resources are spread evenly across equipment that does not carry the same level of risk.
That approach usually works until a single failure reveals which assets truly matter.
Criticality analysis is a foundational process that helps you prevent that.
It allows you to evaluate equipment based on the impact its failure would have on your operations, so you can focus time, budget, and expertise where it matters most.
In practice, you can assess assets using factors such as:
| Production impact | How severely a failure would disrupt output |
| Safety risk | Whether failure could create hazards for employees |
| Environmental impact | Potential for spills, emissions, or compliance issues |
| Repair cost | The cost of restoring or replacing the asset |
| Redundancy | Whether backup equipment can keep operations running |
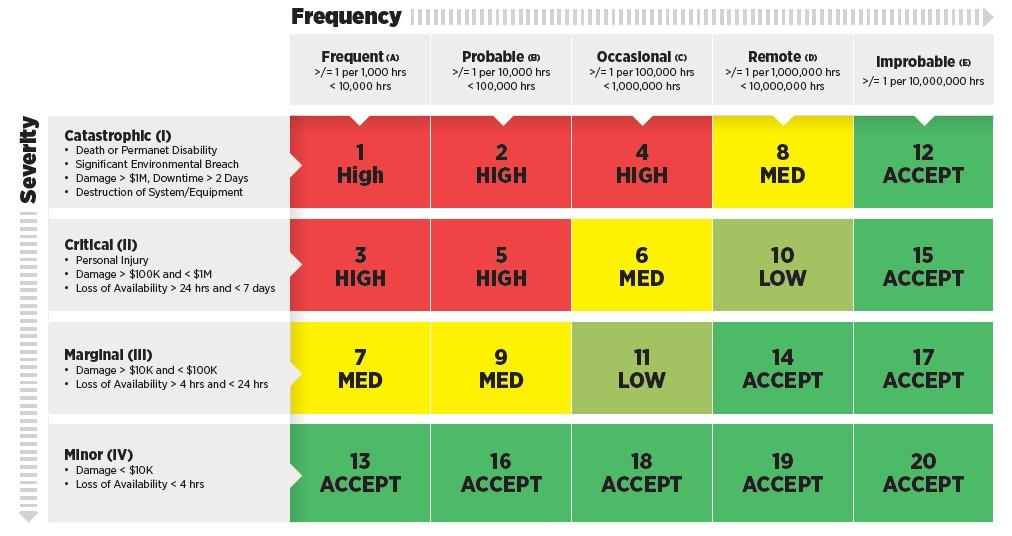
Once these factors are scored, you can rank assets in a criticality matrix, giving you a clear basis for decision-making.
This is where criticality starts to shape your maintenance strategy.
Highly critical assets may warrant predictive maintenance, continuous monitoring, and tighter control of spare parts.
Lower-priority assets, on the other hand, may be maintained with simpler approaches or even run to failure when the business risk is minimal.
For example, letting a non-critical exhaust fan run to failure may be perfectly acceptable if it doesn’t impact production, safety, or compliance.
In contrast, applying the same strategy to a critical asset would introduce significant risk.
This is exactly the kind of trade-off criticality analysis is designed to clarify.
Diego Galar, a professor of condition monitoring at Luleå University of Technology, explains how this thinking applies in practice:
In other words, not everything should be monitored.
The goal of criticality assessment is to determine what should.
Many teams begin with a basic matrix that weighs the probability of failure against its consequences, as this Redditor explains, helping them quickly identify which assets deserve the most attention:
“Critical path analysis or 5×5/10×10 matrix weighing probability of failure vs consequence of failure. This gets you started. Or in operation today, find the top 5-10 assets with “downtime” and decent failure data.”
From there, you can refine your analysis using real failure data and operational experience.
That shift in thinking matters because your maintenance resources are always limited.
Without prioritization, you end up spreading effort too thin, giving every asset the same level of attention while the most important ones remain exposed.
Criticality analysis changes that. It helps you move from reacting to the loudest problem toward making decisions based on operational risk.
Over time, that leads to better resource allocation, stronger reliability, and a clearer connection between maintenance and performance.
Production–Maintenance Coordination
In most facilities, maintenance and production depend on each other, but they don’t always work in sync.
The disconnect usually comes down to priorities.
Production is focused on output and meeting targets. Maintenance is focused on reliability and preventing failures.
When perspectives aren’t aligned, small gaps in communication quickly turn into recurring problems.
William Jacobyansky, Owner of Strategic Maintenance Consortium, describes how common this issue is:
This disconnect shows up in everyday work.
Maintenance completes a repair and hands the equipment back.
Production resumes operation, but early warning signs, such as unusual noise, vibration, or minor performance drops, go unreported or ignored.
Days later, the same issue returns, often as a larger failure.
That’s why coordination between production and maintenance is a foundational process.
It ensures that equipment care, inspections, and planned maintenance aren’t carried out in isolation, but as part of a shared, continuous effort.
One of the most effective ways to achieve this is through Operator-Driven Reliability (ODR).
With ODR, operators take on basic maintenance tasks, such as cleaning, inspections, and lubrication, while also acting as the “eyes and ears” of maintenance.
Instead of waiting for breakdowns, teams catch issues while they are still small and manageable.
For example, SKF Group, a Swedish bearing and seal manufacturing company, implemented ODR to help customers improve equipment reliability and reduce breakdowns.
By equipping operators with digital tools to monitor machine condition and track trends over time, they enabled faster detection of issues and more efficient responses.
As explained in the video below, the impact was tangible: teams reduced downtime, lowered repair costs, and shifted maintenance from reactive fixes to proactive intervention.
In one case, addressing issues before failure reduced repair costs from €5,000 to €1,700, simply by acting earlier.
Just as importantly, this approach changed how teams worked together.
Operators became active contributors to equipment reliability, while maintenance teams focused more on preventive and improvement work instead of constant firefighting.
Downtime Planning
Downtime is unavoidable. The difference is whether you control it or it controls you.
This is the biggest challenge of preventive maintenance.
Even the best PM program eventually requires equipment to be taken offline, so the question becomes not if downtime happens, but how well it’s planned.
Most organizations understand the value of preventive maintenance. Yet in practice, many still spend the majority of their time reacting to unplanned work.
According to industry research, 71% of teams consider preventive maintenance foundational.
However, fewer than 35% actually spend most of their time on planned activities, meaning reactive work still dominates in many facilities.
The cost of that reactivity is high.
A recent global study by ABB found that 83% of industry leaders estimate unplanned downtime costs at least $10,000 per hour, with many placing the figure as high as $500,000 per hour.
In the same report, nearly half of the respondents said they experience equipment-related interruptions at least monthly, and some as often as weekly.
Oswald Deuchar, Global Head of Modernization Program at ABB Motion Services, puts it bluntly:
“Unplanned downtime is costing industry up to half a million dollars per hour – yet one in three businesses hasn’t modernized their motor-driven systems in the last two years. That’s more than a missed opportunity, it’s a silent crisis.”
What makes unplanned downtime so disruptive isn’t just the failure itself, but everything around it:
- The scramble for spare parts
- Rushed diagnostics
- Rescheduled work
- The ripple effects across production
Planned downtime creates a completely different dynamic.
Instead of reacting, you define the scope of work in advance. Tasks are prioritized, parts are prepared, and labor is scheduled before the shutdown begins.
That preparation reduces delays and prevents the “while we’re here” expansion that often derails timelines.
Just as importantly, planned downtime doesn’t end when production resumes.
Post-shutdown reviews help you understand what worked, what caused delays, and where assumptions didn’t hold.
Over time, this feedback loop improves future planning and execution.
In short, when downtime is unmanaged, it becomes a constant disruption. However, when it’s planned and continuously improved, it becomes a controlled, strategic activity.
Preventive Maintenance Optimization
Putting a preventive maintenance program in place is only the starting point.
After failures, teams add new tasks but rarely remove old ones. At the same time, maintenance intervals stay the same even as equipment usage and conditions change.
As a result, maintenance becomes either excessive or insufficient, and in both cases, effectiveness drops.
So, if you want to ensure your maintenance strategy stays aligned with how equipment actually behaves, you have to continuously optimize it.
In practice, most inefficiencies fall into two categories:
- Over-maintenance, or doing too much, too often
- Under-maintenance, or missing early signs of failure
Optimization is about striving to correct both.
One of the most effective ways to do that is through condition-based maintenance (CBM).
Instead of relying only on fixed schedules, CBM uses real-time condition data, such as temperature, vibration, and load, to determine when maintenance is actually needed.
At Schneider Electric, this approach has helped teams move away from rigid schedules toward more targeted interventions, reducing unnecessary work while catching issues earlier.
As India Gibson, launch leader for EcoCare at Schneider Electric, explains:
“We’re involving methods of monitoring the condition of the equipment based on different parts of the infrastructure.
We’re understanding better how the gear is performing, and we’re supporting the maintenance intervals based on what needs to be enhanced or maintained.”
CBM is one way to make maintenance more dynamic, but it’s not the only way to optimize performance.
Even without advanced condition monitoring, you still need visibility into what maintenance is being done, how often, and at what cost.
That’s where a CMMS can be the greatest ally.
With WorkTrek, for instance, you can collect and structure maintenance data at scale, tracking KPIs such as PM compliance, work order completion rates, MTBF, and MTTR.
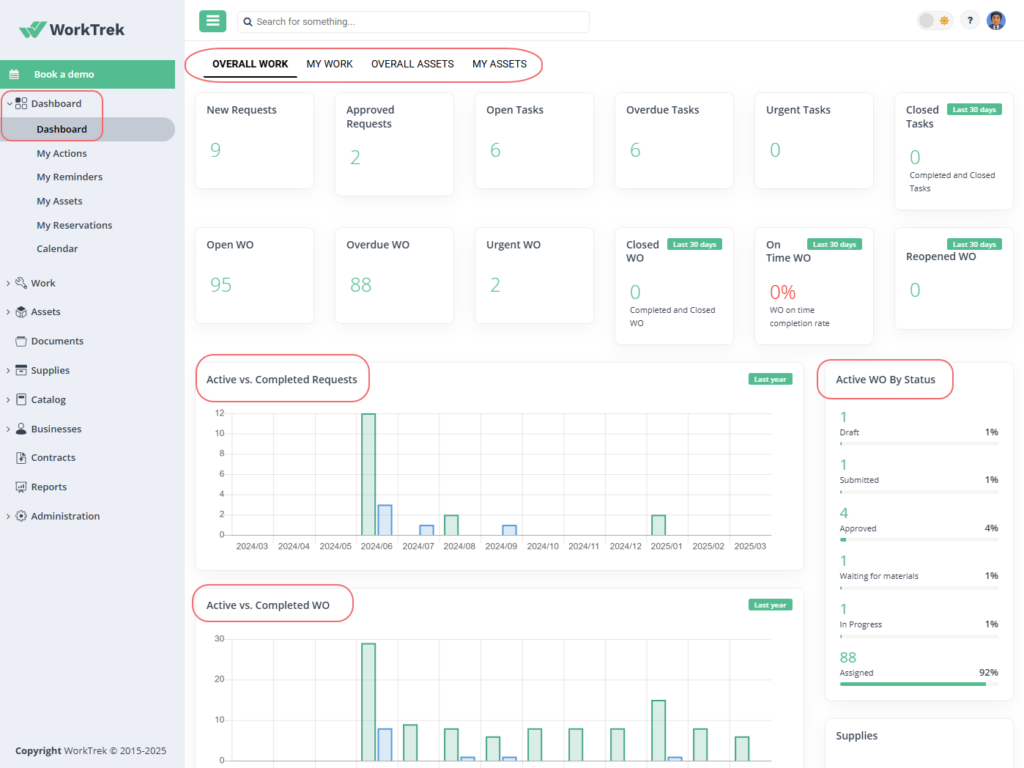
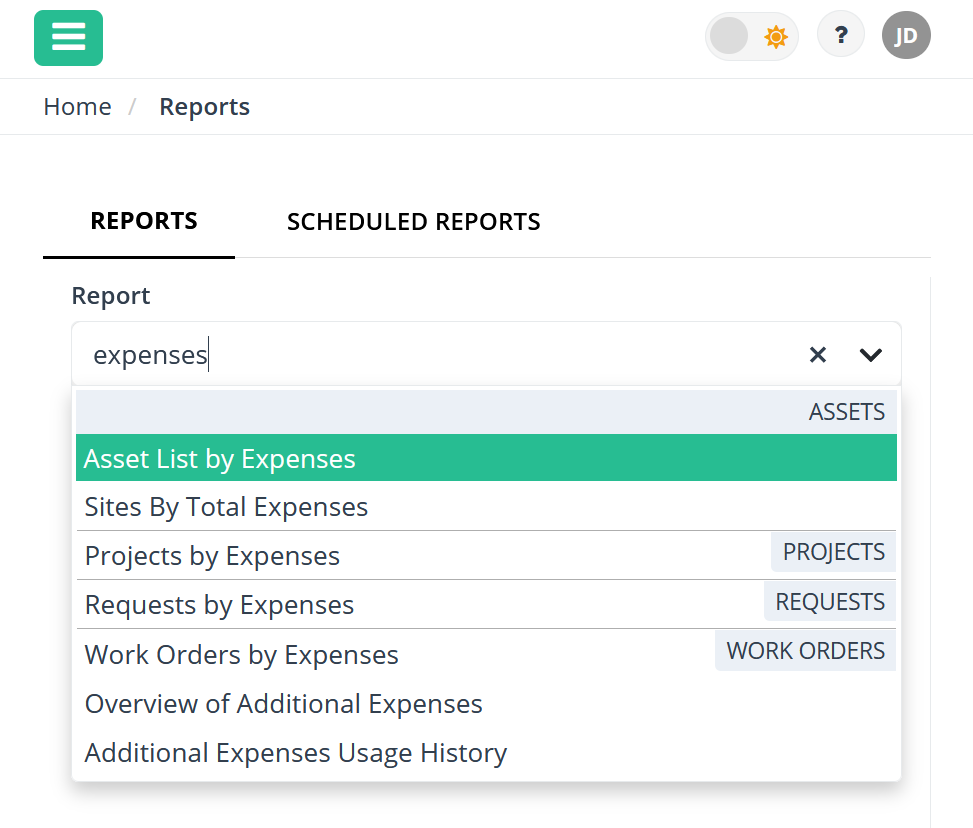
You can also generate reports such as cost per work order, maintenance cost per asset, or the planned vs. unplanned work ratio.
This gives you a clear picture of how your maintenance strategy is performing in practice.
For example, you can see whether preventive tasks are actually reducing failures, whether certain assets are driving disproportionate costs, or whether maintenance effort is aligned with risk.
Based on this data, you can then adjust intervals, remove unnecessary tasks, and focus resources where they create the most impact.
Over time, maintenance stops being a fixed schedule and becomes a system that continuously improves through feedback and data.
Conclusion
Well-run maintenance is the result of multiple processes working together.
When workplaces are organized, spare parts are under control, priorities are clear, teams are aligned, downtime is planned, and preventive work is continuously refined, upkeep starts to feel less reactive and far more predictable.
Naturally, this can’t happen overnight.
But with the right foundations in place, it becomes much easier to move from constant firefighting to a system that supports reliability, efficiency, and long-term performance.
The one question remains: How many of these six processes are you actually implementing in your facility today?