


Get a Free WorkTrek Demo
Let's show you how WorkTrek can help you optimize your maintenance operation.
Try for freeKey Takeaways
- Unscheduled downtime costs Fortune Global 500 companies 11% of annual revenues — $1.4 trillion — according to Siemens’ 2024 True Cost of Downtime report.
- 65% of respondents in MaintainX’s 2024 State of Industrial Maintenance report said proactive maintenance is the most effective way to reduce unplanned downtime.
- A CMMS-enabled preventive maintenance program can lower repair costs 12-18% and extend equipment life by 20-40%.
Most maintenance departments don’t struggle with effort. They struggle with coordination.
Work gets done, but sometimes it can be the wrong work, at the wrong time, with the wrong priorities. The result is a shop floor that’s always reacting and never quite ahead of the curve.
Maintenance intervention planning is the discipline that changes that.
The process is designed to help you decide what maintenance work needs to be done, when it should be done, how it should be executed, and who’s responsible for it. When it’s done well, it keeps assets running, costs predictable, and maintenance personnel focused on work that actually matters.
This guide covers everything you need to build and operate an effective maintenance intervention plan, from asset inventory and criticality assessment to scheduling, execution, and continuous improvement.
What Is Maintenance Intervention Planning?
A maintenance intervention is any deliberate action taken to preserve, restore, or improve an asset’s condition or performance.
For example, it includes routine maintenance such as lubrication checks and filter replacements, as well as more complex planned maintenance activities, such as overhauls, calibrations, and condition-based replacements.
Maintenance intervention planning is the process of organizing those interventions into a coherent system.
It defines the what, when, how, and who for every maintenance activity across your asset portfolio. The goal is to execute efficiently — meaning the right work happens at the right time, with the right resources, based on each asset’s actual maintenance requirements.
This is distinct from simply having a maintenance schedule. A schedule tells you when tasks are due. A maintenance intervention plan tells you how to prepare for them, what resources you need, how to execute them correctly, and how to evaluate whether they worked.
A maintenance schedule without a supporting intervention plan is just a list of deadlines. The plan is what turns those deadlines into operational outcomes.
Why Maintenance Intervention Planning Matters
The financial case for structured intervention planning starts with the cost of not doing it.
According to Siemens’ 2024 True Cost of Downtime report, unscheduled downtime now costs Fortune Global 500 companies 11% of their annual revenues, a combined total of $1.4 trillion.

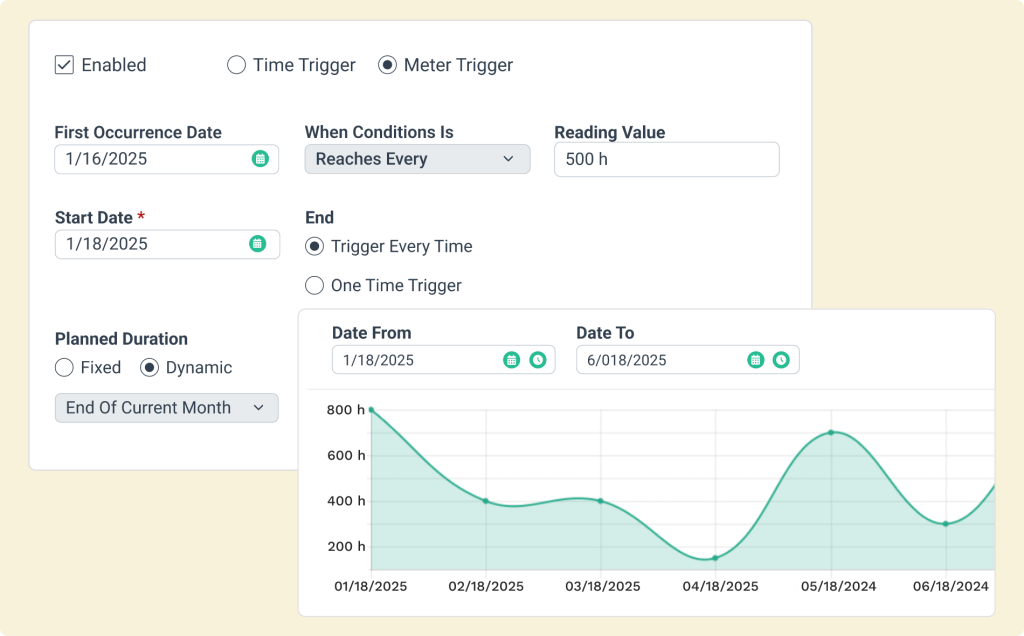
In the automotive sector, one hour of unplanned downtime can cost upwards of $2.3 million. For a typical industrial business, ABB’s 2023 Value of Reliability report puts the figure at $125,000 per hour.
82% of companies have experienced at least one unplanned downtime incident over the past three years. (Aberdeen Strategy & Research)
Those numbers aren’t abstract. A single major unexpected equipment failure at a mid-size facility — a compressor, a drive system, a cooling loop — can generate six-figure costs once you account for emergency parts, premium labor, lost production, and contract penalties.
The costs of emergency repairs are typically 2 to 5 times higher than the same work performed under a planned maintenance strategy, according to the National Institute of Standards and Technology.
Beyond dollars, unplanned failures create safety risks, compliance exposure, and downstream supply chain disruptions that are difficult to quantify but very real.
The good news is that a proactive maintenance approach protects against all of it.
The chart above illustrates how hourly downtime costs vary dramatically by industry — from $125,000 for a typical industrial facility to $2.3 million in automotive manufacturing. For any of these operations, a well-executed maintenance intervention plan is one of the highest-ROI investments available.
Types of Maintenance Interventions
Not every asset warrants the same approach. Part of effective maintenance planning is matching the intervention type to the asset’s criticality, failure mode, and operational context.
Here are the six primary intervention types you’ll manage in any comprehensive plan:
Preventive maintenance
Preventive maintenance (PM) involves scheduled, time- or usage-based tasks performed before failure occurs. Oil changes, filter replacements, belt inspections, and bearing greasing. These are the backbone of most facility maintenance plans.
PM is predictable, easy to schedule, and straightforward for maintenance personnel to execute. Its limitation is that it’s a fixed-interval schedule, which means you sometimes over-maintain assets that are running fine and under-maintain those that are deteriorating faster than expected.
Predictive maintenance
Predictive maintenance uses real-time condition data such as vibration signatures, thermal readings, oil analysis, and ultrasound to determine when an asset is actually approaching a failure threshold.
It’s more resource-intensive to set up than PM, but it delivers more precise interventions. According to NIST, a strong predictive maintenance program can reduce unplanned maintenance inventory needs by up to 66% and cut maintenance planning time by 20 to 50%.
Corrective maintenance
Corrective maintenance is the repair or restoration of an asset after a deficiency is identified. This could happen either following a failure or flagged during an inspection. Not all corrective work is reactive; a planned corrective intervention triggered by an inspection finding is still proactive work, even if it wasn’t scheduled in advance.
Proactive maintenance
Proactive maintenance targets root causes rather than symptoms. It includes things like realignment to prevent bearing wear, lubrication analysis to prevent contamination, and operator-level condition monitoring to catch issues before they escalate. A proactive maintenance approach is what separates teams that improve over time from those that just keep up.
Emergency maintenance
Emergency interventions address safety-critical failures or situations where production impact demands an immediate response. These can’t be eliminated entirely, but a mature planned maintenance system minimizes their frequency. When they do occur, having documented maintenance procedures and a well-stocked parts inventory is what determines how fast you recover.
Deferred maintenance
Deferred maintenance is work that has been identified but intentionally postponed. With clear criteria and a documented justification, deferral is a legitimate planning tool. Done without discipline, it becomes a liability. The city of San Diego’s $1 billion deferred maintenance backlog in 2024 is a textbook example of what happens when deferral becomes the default.
How to Build a Maintenance Intervention Plan: 6 Steps
The process flowchart above summarizes the six-step planning cycle. Here’s what each step requires in practice.
Step 1: Build your asset inventory
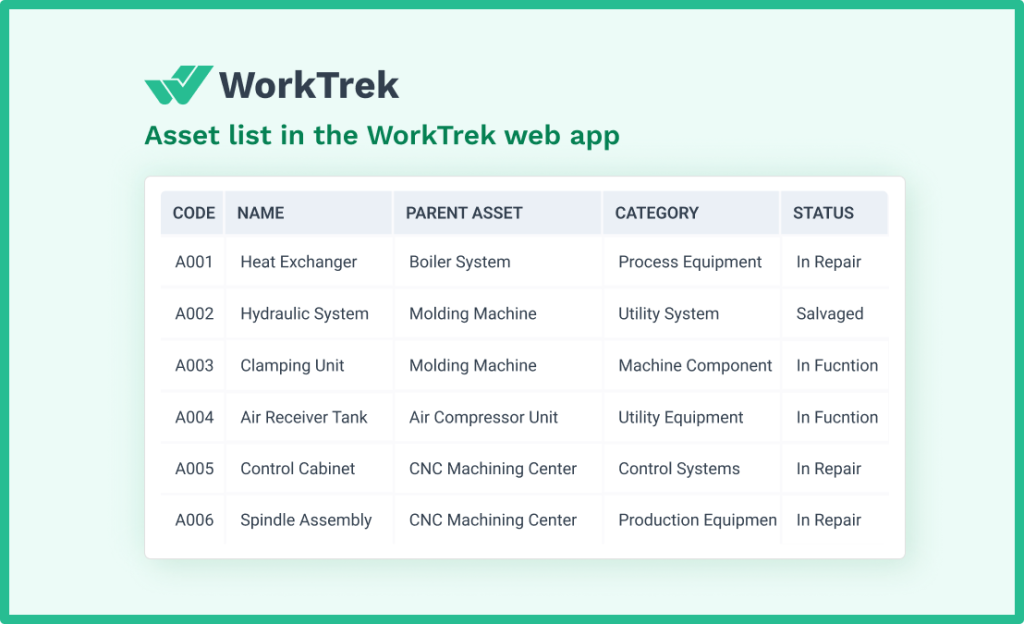
You can’t plan maintenance for assets you haven’t catalogued and inventoried. Start with a complete, structured asset register that captures asset type, location, manufacturer, model, installation date, maintenance history, and current condition.
It helps to group assets by system and location to improve scheduling and resource allocation.
The asset register is also where you identify maintenance requirements from OEM documentation, operating history, and engineering judgment. This is your baseline for everything that follows.
Step 2: Assess risk and criticality
Not all assets have equal priority. A good approach is to perform a criticality assessment that helps you allocate maintenance resources where they matter most.
Start by evaluating each asset on three dimensions:
- Impact on safety and regulatory compliance
- Effect on production output if it fails
- Cost and time required to repair it.
High-criticality assets, which are primary production equipment, safety systems, and single points of failure, deserve more frequent and rigorous maintenance attention.
Low-criticality assets may tolerate longer intervals or a run-to-failure approach when that’s the most cost-effective option. This analysis is what makes your plan cost-effective rather than simply comprehensive.
Asset criticality assessment matrix
| Asset tier | Safety impact | Production impact | Recommended strategy |
| Tier 1 — Critical | High | Production stop | Preventive + predictive |
| Tier 2 — Important | Moderate | Reduced capacity | Preventive, scheduled |
| Tier 3 — Standard | Low | Minor or no impact | Routine PM or RTF |
Step 3: Select intervention type per asset
With your asset inventory and criticality tiers in place, assign an intervention strategy to each asset or asset class:
- Tier 1 assets typically warrant both predictive and preventive maintenance.
- Tier 2 assets are usually well-served by structured preventive maintenance plans with defined intervals.
- Tier 3 assets may be candidates for run-to-failure maintenance where the economics support it.
Don’t forget to document the reasoning for each decision. This creates an auditable record and makes it easier to revisit decisions when asset conditions change.
Step 4: Schedule and assign resources
Planning and scheduling are related but distinct activities.
Planning determines what work needs to happen and what’s required to do it. This includes parts, tools, skills, and documentation.
Scheduling determines when that work happens, who does it, and how it fits within production windows and labor capacity.
Good scheduling accounts for maintenance windows, spare parts availability, technician competencies, and interdependencies between tasks. It also builds in buffer time for corrective work triggered by inspections because inspections almost always find something.
Step 5: Execute and document
Execution without documentation is wasted work.
Every completed maintenance task should generate a record that captures what was done, what was found, which parts were used, how long it took, and any observations about the asset’s condition.
These maintenance records are the data that drives future planning decisions interval adjustments, parts stocking, technician training needs.
Standardized maintenance procedures reduce variability in execution. When technicians follow documented procedures, you get consistent outcomes, and deviations from expected findings are more meaningful.
Step 6: Review and improve
No maintenance plan survives contact with reality unchanged.
Regular reviews, such as monthly for KPIs, quarterly for strategy, identify where your plan is working and where it isn’t. Recurring failures on specific assets, high corrective-to-preventive ratios, or missed PM compliance targets are signals that something in the plan needs adjusting.

The feedback loop from step 6 back to step 2 is what makes the plan a living system rather than a document that collects dust.
How to Prioritize Maintenance Tasks
With limited technician hours and competing demands, it’s essential to prioritize maintenance tasks using a clear, structured decision hierarchy.
Safety and regulatory compliance must always come first. Any asset posing a safety hazard or compliance risk requires immediate attention, regardless of its impact on production.
After safety, production impact drives priority. Assets at high risk of failure that would stop or significantly reduce production output need to be addressed before lower-criticality work.
Risk-based prioritization, which is combining failure probability with consequence severity. This gives you a defensible, consistent framework that maintenance professionals can apply quickly and confidently.
Practical tools for prioritization include Failure Mode and Effects Analysis (FMEA), which systematically evaluates failure modes and their consequences, and risk priority numbers (RPNs) derived from severity, occurrence, and detectability ratings.
You don’t need a formal FMEA process for every asset, but applying the underlying logic, like how likely is failure, how bad would it be, how detectable is the warning, gives you a consistent basis for decisions.
A common rule of thumb: aim for a planned-to-reactive maintenance ratio of at least 80:20. If more than 20% of your work orders are reactive, your plan has gaps worth addressing.
How a CMMS Supports Maintenance Intervention Planning
A Computerized Maintenance Management System (CMMS) is the operational backbone of any serious maintenance intervention plan.
It manages the planning, scheduling, execution, and documentation of maintenance work in a single platform. This can eliminate the paper-based, fragmented processes that make good planning nearly impossible to sustain.

Here’s where a CMMS delivers real, measurable value across the planning process:
- Asset management: Centralizes your entire asset register with full maintenance histories, OEM documentation, failure records, and condition data in one place. You can’t plan effectively without this foundation.
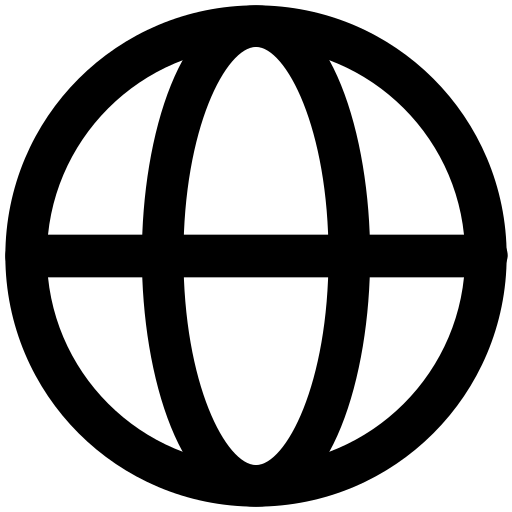
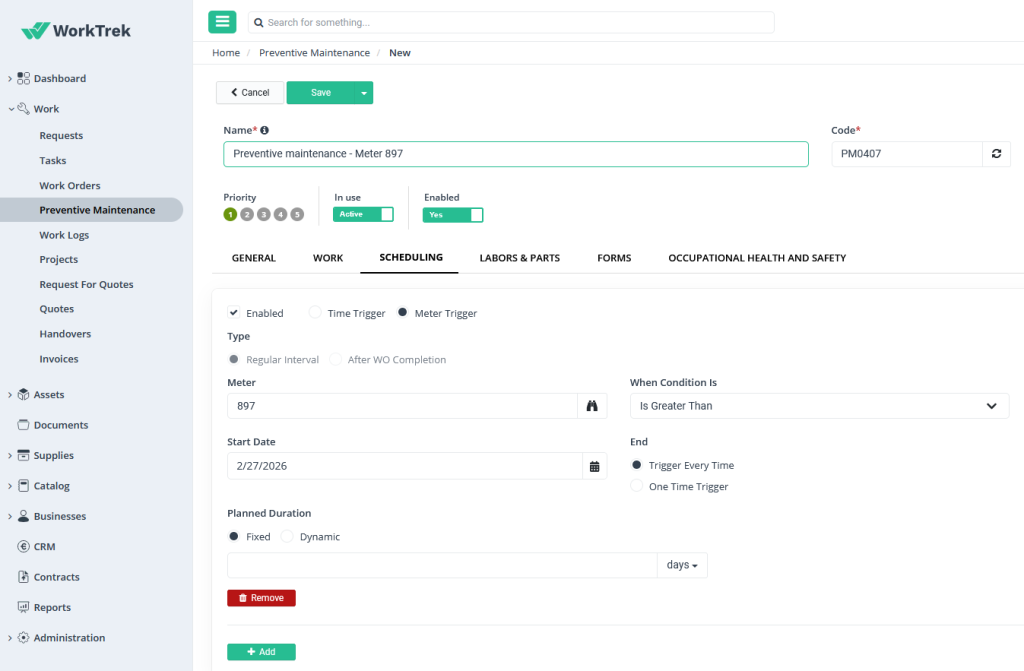
- Preventive maintenance scheduling: Automatically triggers work orders based on calendar intervals, runtime hours, or condition thresholds. PM compliance rates improve significantly when technicians receive automated work orders rather than relying on manual tracking.
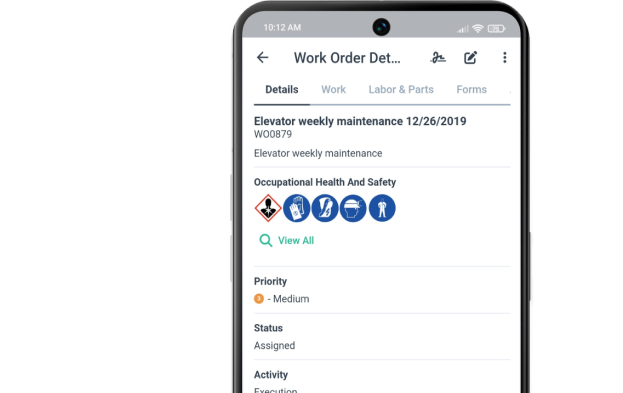
- Work order management: Structures every intervention with the information technicians need — procedures, parts, safety protocols, and estimated labor — before they start the job.
- Parts and inventory management: Links maintenance tasks to parts requirements and tracks inventory levels, reducing the emergency purchasing and stockouts that inflate maintenance costs.
- Analytics and KPI tracking: Generates the MTBF, MTTR, PM compliance, and cost-per-asset data that makes your review-and-improve cycle meaningful rather than anecdotal.
Teams implementing CMMS-enabled preventive maintenance programs reduce unplanned downtime by 32% on average. (MaintainX 2024 State of Industrial Maintenance Report)
A CMMS also shifts the maintenance balance from reactive to proactive.
Studies consistently show that organizations with mature CMMS implementations operate at roughly 60% planned work and 40% reactive, compared with 30% planned work in operations without one. Planned work costs 30 to 50% less than emergency repairs for the same task, so that shift in ratio translates directly to lower operational costs.
Measuring the Success of Your Maintenance Intervention Plan
A plan that can’t be measured can’t be improved. The KPI scorecard below outlines the six core metrics that matter most for maintenance intervention planning:
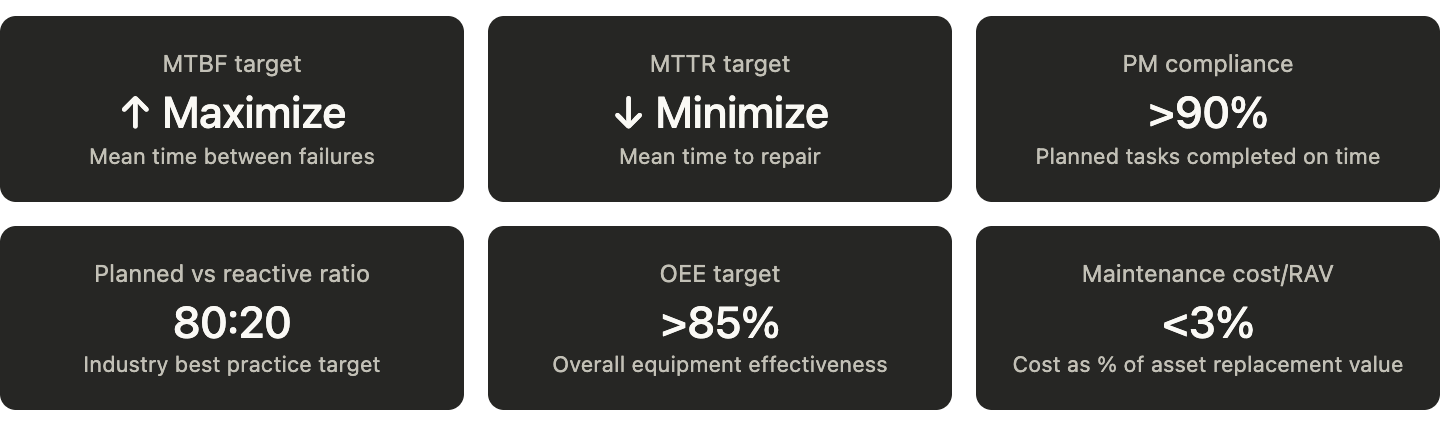
Mean Time Between Failures (MTBF) measures the average time between failures of an asset. A rising MTBF indicates your preventive and predictive interventions are extending asset life and reducing failure frequency.
Mean Time to Repair (MTTR) reflects how quickly your team restores equipment after a failure. Lower MTTR means better documentation, better parts availability, and better-prepared technicians — all of which are products of good planning.
PM Compliance tracks the percentage of planned maintenance tasks completed on schedule. Industry best practice is above 90%. Consistent slippage in PM compliance is often a leading indicator of increases in corrective work.
Planned vs. Reactive Ratio shows the balance between planned maintenance and emergency work. The industry benchmark target is 80% planned, 20% reactive. Most reactive-heavy operations get there gradually — not by forcing the number, but by systematically addressing the root causes of unplanned failures.
Overall Equipment Effectiveness (OEE) is the composite measure of availability, performance, and quality for production assets. Maintenance intervention planning directly influences OEE by affecting asset reliability and uptime. A world-class OEE target is typically above 85%.
Maintenance cost as a percentage of Replacement Asset Value (RAV) is the industry standard benchmark for total maintenance spend efficiency. Facilities operating below 3% typically have well-structured preventive programs and strong CMMS utilization. Operations above 5% are usually over-invested in reactive maintenance.
Conclusion
Maintenance intervention planning isn’t a one-time project. It’s an operating discipline that follows a cycle of planning, scheduling, execution, documentation, and review, which gets better as data accumulates and the team develops the habits to use it.
The organizations that do this well don’t necessarily have more resources than anyone else. They have a structured maintenance planning process, the tools to run it consistently, and the discipline to act on what the data tells them.
Start with your highest-criticality assets. Build your asset register. Assign intervention types based on risk. Schedule the work, execute it properly, and document everything. Review the results and adjust. That cycle, repeated consistently, is what separates facilities that control their maintenance costs from those that are always chasing the next breakdown.