


Get a Free WorkTrek Demo
Let's show you how WorkTrek can help you optimize your maintenance operation.
Try for freeKey Takeaways
- Plant maintenance combines preventive, corrective, and predictive activities to maximize equipment lifespan
- Proper maintenance strategies reduce costly downtime
- Modern tools like WorkTrek CMMS software, transform maintenance practices through real-time monitoring and data-driven decision making.
Plant maintenance refers to keeping industrial equipment and facilities running smoothly.
It includes modern regular maintenance practices that ensure the manufacturing operation runs smoothly.
It encompasses the range of tasks and activities a maintenance team or plant manager performs to keep their equipment running.
What does all this mean for plant operators? This approach can save money, increase profits, and lead to happier customers.
Defining Plant Maintenance
Plant maintenance is a structured approach to keep equipment and facilities in normal operating conditions. This practice involves regular inspections, repairs, routine inspections, and preventive measures to ensure operational reliability and extend asset lifespans.
Key Objectives of Plant Maintenance
The primary goal of plant maintenance is to maximize equipment uptime while minimizing unexpected failures. It aims to:
- Extend equipment lifespan through proper care and timely intervention
- Reduce operational costs by preventing major breakdowns and emergency maintenance
- Ensure workplace safety by maintaining equipment in proper working condition
- Maintain product quality by keeping machines operating within specifications in the industrial facility
- Allocate resources effectively by using a CMMS software to manage work orders
Plant maintenance also optimizes resource allocation, balancing maintenance costs against equipment performance.
This balance helps companies avoid excessive spending and insufficient maintenance risks for all the equipment in their facility.
Effective plant maintenance creates a stable foundation for production planning. This allows operations to run predictably and efficiently for your most critical assets.
Importance in Industrial Operations
Plant maintenance is the backbone of successful industrial operations. Without it, manufacturing processes would face frequent disruptions and unpredictable downtime.

Well-maintained equipment directly contributes to better product quality and production rates.
As a plant manager, you know that when machines operate as intended, products meet specifications and customer requirements.
Proper maintenance also impacts:
- Safety: Reducing accident risks from equipment failures
- Compliance: Meeting regulatory requirements for equipment operation
- Sustainability: Minimizing waste and energy consumption
- Profitability: Supporting continuous operations with fewer interruptions
Companies prioritizing plant maintenance and following standard operating procedures typically experience longer equipment lifespans and more predictable operational costs.
This creates a competitive advantage in their industry.
Scope of Activities
Plant maintenance encompasses various activities that collectively ensure facility and equipment reliability. These activities vary based on industry, equipment type, and operational goals.
The scope typically includes:
Preventive maintenance: Regular scheduled inspections and service to prevent failures
Corrective maintenance: Repairs performed after defects are identified
Predictive maintenance:Using data and monitoring to anticipate failures before they occur
Maintenance teams also handle equipment installation, modification, and eventual replacement planning.
This approach goes beyond simple repairs to include:
- Documentation of maintenance procedures and histories
- Inventory management of spare parts and supplies
- Training of operators in the proper use of equipment
- Implementation of maintenance management systems
The breadth of these activities requires coordination across departments, including operations, engineering, purchasing, and management, creating an integrated approach to facility care.
Types of Plant Maintenance
Plant maintenance strategies can vary in approach, timing, and resource requirements.
Each type serves a specific purpose in keeping equipment running efficiently and preventing costly downtime.
Preventive Maintenance
Preventive plant maintenance is the gold standard for equipment maintenance. It involves regular, scheduled upkeep of equipment based on time or usage intervals rather than waiting for equipment to fail.
This approach helps increase equipment uptime in manufacturing facilities.
Tasks typically include:
- Regular inspections
- Cleaning and lubricating components
- Replacing worn parts before failure
- Following manufacturer-recommended service schedules
This maintenance type reduces the risk of unexpected breakdowns by addressing potential issues early.
Just like in your car, changing filters and oil in machinery at set intervals prevents system contamination and extends equipment life.
The main benefit is improved reliability, with studies showing preventive maintenance can reduce breakdowns by up to 30%.
However, it may sometimes result in unnecessary equipment maintenance, even if it is still in good condition.
Corrective Maintenance
Corrective maintenance (also called breakdown maintenance) addresses problems after they occur.
This reactive approach is used when equipment unexpectedly fails or performs below acceptable standards.
The process typically follows these steps:
- Problem identification
- Diagnosis of the issue
- Repair or replacement of failed components
- Testing to ensure proper function
While this method requires no planning, it often leads to increased downtimes and higher maintenance costs.
Some equipment is deliberately managed using this approach when the cost of preventive measures exceeds replacement costs.
It can also be used when failure doesn’t significantly impact operations.
Corrective maintenance should be minimized in critical production environments where equipment failure could cause safety hazards or major production losses.
Predictive Maintenance
Predictive maintenance uses condition-monitoring tools and data analysis to anticipate when equipment might fail. This approach helps maintenance teams address problems just before they cause breakdowns.
Common predictive techniques include:
- Vibration analysis to detect misalignments or imbalances
- Infrared thermography to identify overheating components
- Oil analysis to check for contamination or degradation
- Acoustic monitoring to detect unusual sounds in equipment
These equipment maintenance methods provide real-time data about equipment health, allowing maintenance to be scheduled only when needed. This optimizes maintenance resources and reduces unnecessary work on healthy equipment.
The initial investment in monitoring technology and training is higher than other maintenance types.
However, studies show predictive maintenance can reduce maintenance costs by 25-30% and decrease breakdowns by 70-75% compared to reactive approaches.
Condition-Based Maintenance
Condition-based maintenance relies on monitoring the actual condition of assets to decide when maintenance should be performed.
Unlike scheduled preventive maintenance, it occurs only when specific indicators show signs of decreasing performance or impending failure.
Key elements include:
- Continuous monitoring of critical parameters
- Establishing normal operating thresholds
- Automatic alerts when conditions deteriorate
- Data-driven maintenance decisions
Modern condition-based systems deploy sensors that track temperature, pressure, vibration, and other variables.
These systems often connect to CMMS for automated tracking and notification.
This approach is particularly valuable for critical equipment where failures have serious consequences. It maximizes component lifespan by preventing both premature replacement and unexpected breakdowns.
The main challenge is determining the parameters that indicate equipment health and setting appropriate threshold values that trigger maintenance actions.
Difference between planned and unplanned maintenance

Most successful plant maintenance programs aim to maximize planned activities while reducing unplanned work through effective strategy selection.
Key Processes in Plant Maintenance
When it comes to Plant maintenance, several critical processes keep equipment running efficiently.
These processes form the core of any effective maintenance program and can directly impact operational success.
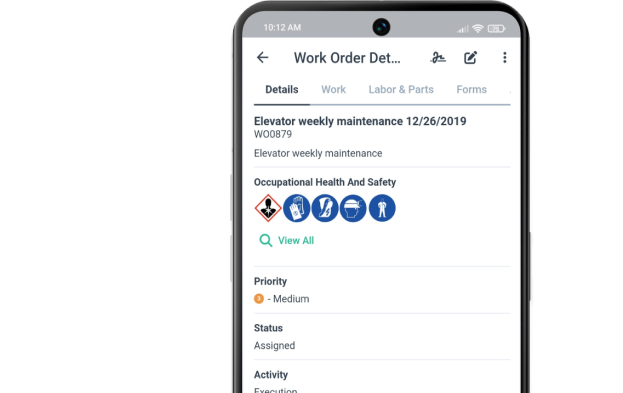
Work Order Management
Stop using manual work orders. Digital work order management is the foundation of organized plant maintenance.
It involves creating, tracking, and systematically completing maintenance tasks using a CMMS like WorkTrek.
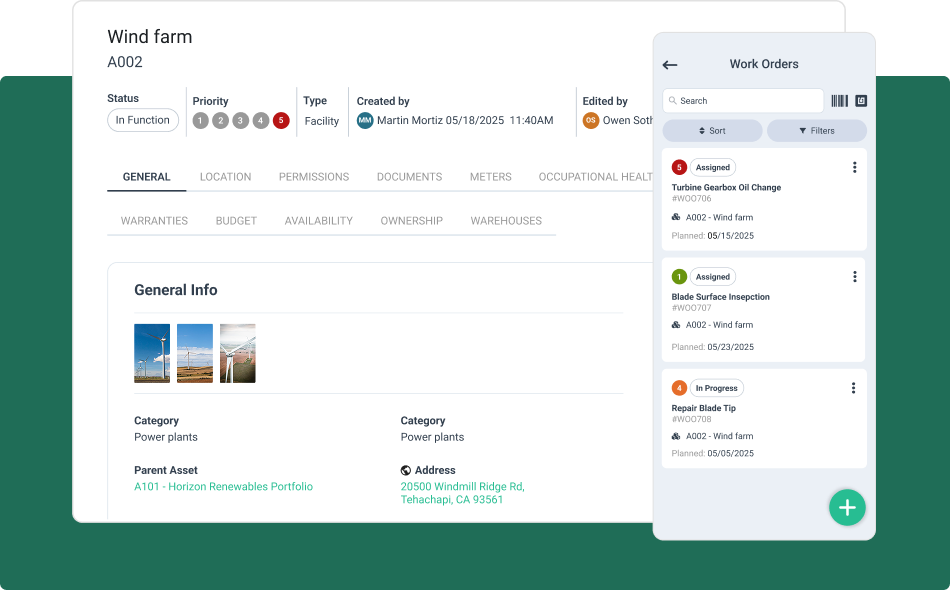
Work orders document specific maintenance needs and provide essential information for technicians. Each work order typically includes:
- Equipment identification
- Problem description
- Required parts and tools
- Priority level
- Assigned technician
This Work order system and the data it generates become valuable for spotting patterns and making informed decisions.
Clear procedures for creating and closing work orders ensure accountability. They also help measure maintenance performance through key performance metrics (KPIs) like completion rates and response times.
Maintenance Scheduling
Maintenance scheduling involves planning when and how maintenance tasks will be performed. It balances immediate needs with long-term equipment care.
Preventive maintenance schedules are created based on manufacturer recommendations, equipment history, and operational demands.
These schedules help prevent breakdowns before they occur.
Effective scheduling considers:
- Equipment criticality
- Production schedules
- Available resources
- Technician availability
Scheduled downtime is coordinated with production teams to minimize operational impact.
Predictive maintenance techniques, such as vibration analysis and oil testing, help determine the optimal timing for maintenance interventions. These condition-based approaches reduce unnecessary maintenance while preventing failures.
Don’t forget to schedule reviews and adjustments regularly, as they are necessary to adapt to changes.
Spare Parts Management
Spare parts management ensures necessary components are available for maintenance without excessive inventory costs.
Critical spare parts must be identified and stocked based on:
- Failure frequency
- Lead time for ordering
- Cost of downtime
- Storage requirements
Inventory control systems, usually part of a good CMMS product, track usage patterns and maintain appropriate stock levels.
When supplies run low, they trigger automatic reordering using minimum/maximum quantities.
Parts organization through labeled bins, barcoding, and dedicated storage areas improves efficiency. Proper storage also extends the shelf life and prevents damage.
Keeping healthy vendor relationships is crucial for obtaining spare parts quickly. Established purchasing agreements can significantly reduce lead times.
Regular audits help identify obsolete parts that can be removed from inventory, freeing up space and capital for more relevant components.
Role of Technology in Plant Maintenance
Technology has transformed plant maintenance from reactive repair work to proactive management. Modern technology solutions enable facilities to streamline maintenance processes, reduce downtime, and extend equipment life through data-driven decision making.
Computerized Maintenance Management Systems (CMMS)
CMMS platforms like WorkTrek serve as the backbone of modern plant maintenance operations. These systems digitize maintenance records, schedules, and work orders previously tracked on paper or spreadsheets.
A good CMMS allows maintenance teams to:
- Track asset history including repairs, costs, and downtime
- Schedule preventive maintenance based on time or usage metrics
- Manage inventory of spare parts and supplies
- Generate reports for analyzing maintenance performance
Maintenance optimization depends heavily on CMMS capabilities to centralize data. This technology helps maintenance managers identify patterns in equipment failures and make evidence-based decisions about repair versus replacement.
Companies implementing CMMS typically see reductions in emergency repairs and increases in planned maintenance activities. This shift leads to longer equipment lifespans and fewer unexpected breakdowns.
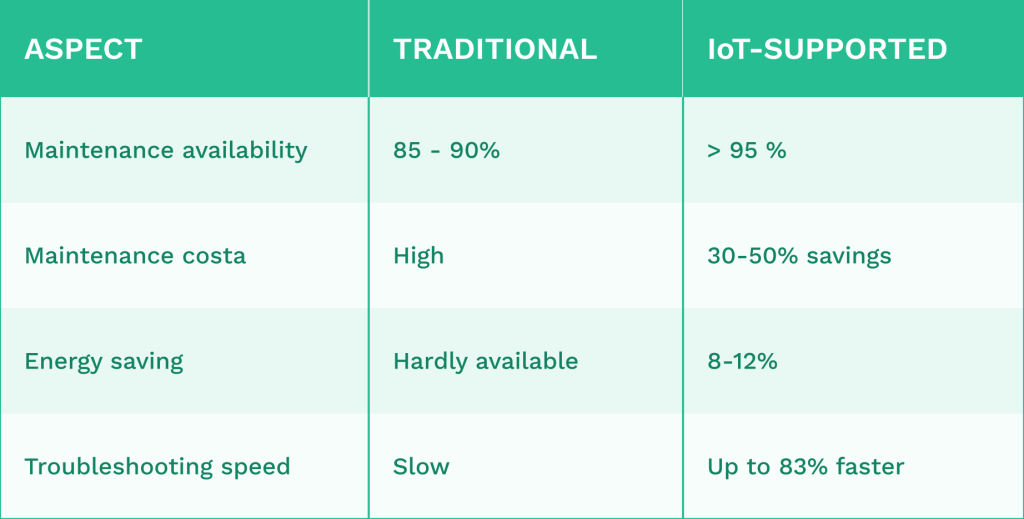
Internet of Things (IoT) Applications
IoT devices have revolutionized plant maintenance by enabling real-time equipment monitoring. These connected sensors provide continuous data on machine conditions like temperature, vibration, and pressure.
Key IoT applications in maintenance include:
- Condition monitoring that detects anomalies before failures occur
- Predictive maintenance algorithms that calculate failure probability
- Digital twins that simulate equipment behavior under different conditions
Real-time monitoring through IoT gives maintenance teams early warnings about developing issues. For example, a motor showing unusual vibration patterns can be inspected before failure.
IoT systems can also track environmental conditions affecting equipment performance. This data helps plants optimize operating parameters to extend equipment life and reduce energy consumption.
Automation and Digital Tools
Automation technologies are changing how maintenance tasks are performed and scheduled. These tools reduce human error and train skilled technicians for more complex work.
Modern maintenance departments use:
Mobile applications that let technicians access work orders, manuals, and asset histories from anywhere in the facility
Augmented reality (AR) systems that provide visual guidance for complex repairs or training
Drones for inspecting hard-to-reach areas like tall structures and confined spaces
Automated diagnostic tools that help identify root causes of failures
These technologies minimize machine downtime by speeding up problem detection and resolution. For example, AR glasses can display step-by-step repair instructions overlaid on the equipment.
Best Practices for Efficient Plant Maintenance
One key benefit of implementing proven maintenance strategies is that they can significantly improve your plant’s performance.
It can also help to reduce downtime and operational costs. These practices focus on planning, people, and data to create sustainable maintenance systems.
Maintenance Planning
Effective maintenance planning forms the foundation of a successful plant maintenance program.
The first step is to develop a comprehensive maintenance strategy that includes preventive, predictive, and reactive maintenance approaches.
Using a reliable CMMS system, create and define clear schedules for all maintenance activities. This helps avoid overlap and ensures critical tasks are prioritized correctly.
Optimize resource allocation, including time, labor, and budget, to maximize maintenance efficiency.
Avoid the common mistake of underfunding maintenance operations, which often leads to costly emergency repairs.
Keep a well-managed inventory of spare parts to prevent delays when replacements are needed. This requires regular audits and establishing minimum stock levels for critical components.
Document all procedures thoroughly so they can be referenced and followed consistently by all maintenance staff members.
Staff Training and Development
A skilled maintenance team is essential for plant reliability. Investing in training programs for maintenance personnel ensures they stay current with the latest technologies and best practices.
Cross-training staff members on multiple systems creates a more flexible workforce that can respond to various maintenance needs. This reduces dependence on specific individuals and improves team resilience.
Encourage continuous professional development through certifications, workshops, and industry conferences. The maintenance field evolves rapidly, and staying current provides competitive advantages.
Establish clear communication channels between operations and maintenance teams. This cooperation helps identify potential issues before they become serious problems.
Create a culture that values preventive maintenance rather than just responding to emergencies. This mindset shift can dramatically improve plant reliability.
Data-Driven Decision Making
Modern plant maintenance relies heavily on data to drive improvements and KPIs.
A computerized maintenance management system (CMMS) helps track all maintenance activities and equipment performance.
Vital performance data are collected through regular inspections and audits, which form the basis for predictive maintenance strategies.
Analyze maintenance metrics such as:
- Mean time between failures (MTBF)
- Mean time to repair (MTTR)
- Overall equipment effectiveness (OEE)
- Maintenance cost as a percentage of replacement value
Use predictive maintenance technologies like vibration analysis, thermography, and oil analysis to detect equipment issues before failure occurs.
Review maintenance data regularly to identify recurring problems and improvement opportunities. These trends often point to underlying issues that, when addressed, can prevent multiple future failures.
Challenges in Plant Maintenance
Plant maintenance faces several significant obstacles impacting operational efficiency and bottom-line results.
These challenges require strategic planning and proactive approaches to minimize their effects on production and equipment longevity.
Aging Equipment Issues
If you are running a manufacturing plant, you will likely struggle with aging equipment.
Equipment that has exceeded its intended lifespan typically requires more frequent repairs and creates unpredictable maintenance schedules.
Older equipment lacks modern diagnostic capabilities, making it harder to predict failures before they occur. Maintenance teams must often rely on outdated manuals or tribal knowledge to troubleshoot problems.
Replacement parts for legacy equipment can be complex to source or may no longer be manufactured.
This forces maintenance departments to fabricate parts in-house or modify newer components to fit older systems.
The cost of maintaining outdated equipment eventually outweighs its replacement value, creating difficult budget decisions.
Resource Constraints
Most plan managers deal with staffing challenges. This shortage creates knowledge gaps when experienced personnel retire or leave.
Budget limitations are always a battle, and force difficult decisions between preventive maintenance and emergency repairs.
Maintenance departments often struggle to justify investment in preventive measures when immediate production concerns take priority.
Inventory management presents another hurdle: maintenance teams balancing parts consumption and purchasing inventory.
Too many spare parts tie up capital, while insufficient inventory leads to extended downtime.
Downtime and Production Loss
Unplanned equipment failures cause significant production disruptions that ripple throughout operations. Even brief stoppages can affect delivery schedules and customer relationships.
Scheduling maintenance during production hours creates tension between the maintenance and operations departments.
Finding maintenance windows that minimize impact becomes increasingly complex in facilities running near capacity.
Avoiding or postponing maintenance tasks creates a dangerous cycle, eventually leading to more serious breakdowns. Small issues develop into major failures requiring more extensive repairs and longer downtime.
Emergency repairs typically cost 3-5 times more than planned maintenance activities. This includes direct repair costs, overtime labor, expedited parts shipping, and production losses.
Safety and Compliance in Plant Maintenance
Every plant manager is concerned about safety and compliance.
The process includes establishing rules to prevent accidents, ensure operational efficiency, and protect workers and equipment.
Regulatory Standards
Plant maintenance must adhere to numerous industry-specific regulations that vary by location and sector.
Organizations like OSHA in the United States set strict safety regulations that facilities must follow to remain compliant.
Maintenance departments need to document all compliance activities. This includes:
- Inspection records
- Maintenance logs
- Training certifications
- Equipment testing results
Maintenance compliance involves consistently following these established protocols when performing any maintenance activities. Many industries require regular audits to verify adherence to these standards.
Failure to meet regulatory requirements can result in serious consequences, including:
- Financial penalties
- Operational shutdowns
- Legal liability
- Damage to company’s reputation
Risk Management
Effective risk management in plant maintenance involves identifying potential hazards before they cause problems.
Regular equipment inspections are the first line of defense in spotting potential safety issues.
Maintenance schedules enhance safety and significantly minimize workplace risks.
Developing comprehensive risk assessment protocols helps maintenance teams:
- Identify potential hazards
- Evaluate risk severity
- Implement appropriate controls
- Monitor effectiveness
Future Trends in Plant Maintenance
The maintenance industry is rapidly evolving with technology and sustainability practices reshaping how facilities manage equipment upkeep.
Advanced monitoring tools and eco-friendly approaches are becoming essential rather than optional components of effective maintenance strategies.
Predictive Analytics
Predictive maintenance is transforming plant operations through advanced condition monitoring technologies.
Modern systems now utilize AI and machine learning to detect potential failures weeks before they occur.
Advanced condition monitoring is becoming more sophisticated, with sensors that track vibration, temperature, and sound patterns to identify anomalies.
These systems create maintenance alerts based on real equipment conditions rather than fixed schedules.
Integrating IoT devices allows for constant equipment monitoring, creating massive datasets that help predict maintenance needs more accurately. This shift from reactive to predictive maintenance can reduce downtime by 30-50% and extend machine life significantly.
Sustainability Initiatives
Like all major industries, plant maintenance is becoming more environmentally conscious. This includes adding sustainability initiatives, driving changes in how equipment is maintained and repaired.
Energy-efficient maintenance practices help reduce carbon footprints while often lowering operational costs.
Recycling and proper disposal of maintenance materials like lubricants, filters, and parts is now standard practice in forward-thinking facilities. Many plants are implementing closed-loop systems for fluids and materials to minimize waste.
Biodegradable lubricants and cleaning solutions are growing, reducing environmental impact during routine maintenance activities. These sustainable alternatives often perform as well as traditional products while being safer for workers and ecosystems.
Maintenance teams also adopt additive manufacturing (3D printing) to create replacement parts on demand, reducing waste and transportation emissions associated with parts shipping. This approach extends equipment life and reduces the resources needed for manufacturing new components.
Conclusion
As this article has outlined, plant maintenance is critical for maintaining equipment. When done correctly, it maximizes efficiency and safety while protecting a company’s bottom line.
The benefits of good maintenance extend beyond preventing breakdowns. Organizations implementing strategic maintenance plans see improved productivity, reduced downtime, and longer equipment life spans.
Preventive maintenance is a particularly smart strategy for manufacturing plants. This approach catches problems before they cause costly failures or accidents.
Modern maintenance has evolved with technology. Digital tools, like a CMMS, now help maintenance teams track equipment performance, schedule repairs, and analyze data for better decision-making.
Companies should view maintenance not as an expense but as a strategic function that supports overall business goals.